















CNC machining center improves friction drilling process
Machine increases production speed, dimensional accuracies, worker safety
When the manual side of the radial drill went out in Kusters Zima’s fabrication shop, plant manager Randy Autry went on the hunt to replace it. He ended up with more than he bargained for: a piece of equipment that performs more operations more efficiently than his old drill without having to replace operators or significantly change the facility.
Kusters Zima, Spartanburg, S.C., is a full-service contract fabrication shop that specializes in custom equipment. Raw material comes in one door and exits the other as a fully operational turnkey machine. Of course, it’s not as easy as that—from machining to finishing, products are handled by dozens of machines and operators.
When the radial drill went down, Autry just figured he would replace it, but the high cost involved was equal to the price of a used CNC machine. He looked at a gantry-style machine, but it was out of the budget and would have required reinforcing the plant floors to install. A colleague told him about FlexCNC’s machine, and although it would strain his budget, Autry was interested. After he flew to Washington to see one of the machines in action, he was convinced that it was the machine he wanted. Although it was an extra 3140,000 compared with buying a new radial drill, he could do more with it, keeping jobs in-house rather than outsourcing them. Autry purchased a FlexCNC GRD 20-06, a 20- by 6-foot vertical machining center with Cat 50 holders.
Autry is still in the discovery phase of finding new things the machine can do, but so far he hasn’t found anything it can’t do. In just a few months since installation, the machine has made Kusters Zima’s plant safer and more efficient, paying for itself in hidden savings and increased productivity.
Heating up Drilling
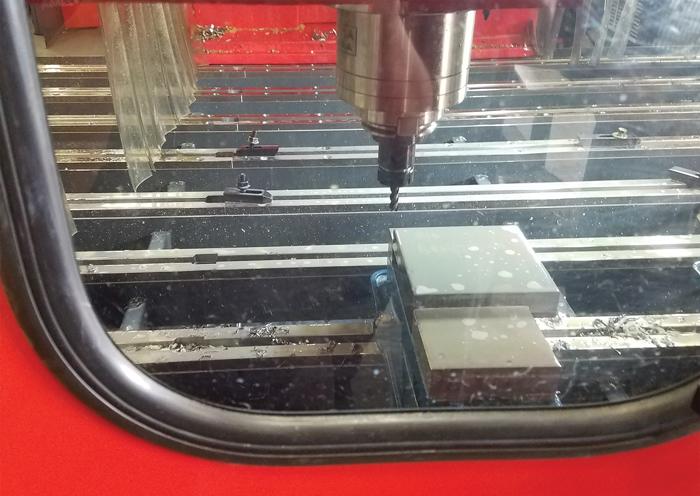
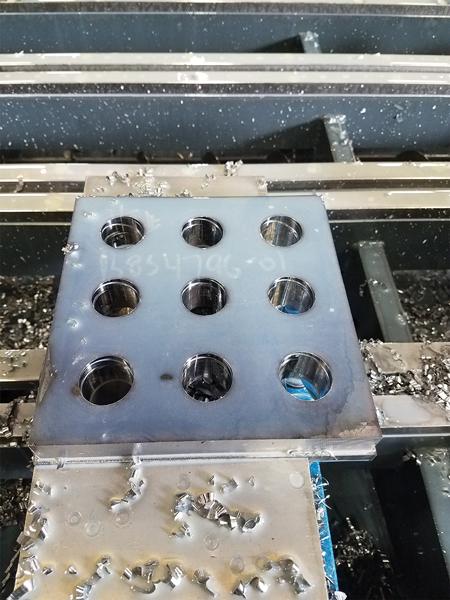
Autry uses the machine for drilling, milling, and cutting, particularly projects with a +/- 0.005-inch tolerance. Structural steel is a mainstay on the clarification line: Most formerly manual hole layout and drilling now is done on the new machine. Form drilling, or friction/thermal drilling, also is a mainstay at Kusters Zima. Form drilling uses heat to drill and naturally causes bushing and collaring to form at the top and bottom of the hole, helpful for threading screws or nesting spray nozzles. Many of the company’s customers are involved in the agriculture, food, and sewage industries, so the applications often require a firm seal without raised edges.
Previously, drilling 3-in. holes through 14-in.-diameter round bar involved a radial arm drill on a chuck and flooding the part with coolant before drilling by hand—a time-consuming, arduous process. The new machine handles it with one tool, drilling 1 in. per minute in one shot, finishing a part in 14 minutes that previously took four hours.
Operators used to cut a 1.5-in.-wide, 16-in.-long slot with a hand grinder, which created a safety hazard and involved the possibility of human error. The machine now cuts the part in the same amount of time, but significantly reduces the risk of operator injury, and the result is a smoother, better-quality product.
More precision means less scrap up-front, as well as decreased warranty costs and rework later. Many of Kusters Zima’s projects are so big they can’t be put together in the shop, so fewer on-site mistakes means fewer corrections during assembly in the field.
In nearly every case, the machine saves time by drilling, milling, taping, and beveling large parts in one setup. Operators clamp one time and don’t have to move the part to adjust or get more length out of the machine. Autry estimates that Kusters Zima cut its time in half by using the machine versus a manual drill.
Things Change, People Remain the Same
Autry’s goal was to gain more employees by keeping projects in-house and taking on new projects, rather than replace employees by automating a position. Keeping a project in-house saves on shipping and receiving, reduces downtime, and increases Kusters Zima’s ability to control the final project in both quality and delivery schedule.
When Kusters Zima’s plant manager Randy Autry needed to replace a radial drill, he found that a FlexArm CNC machine had more capabilities—drilling, tapping, and machining—and higher throughput than its predecessor.
It played out the way Autry intended. In the nine months since purchasing the new equipment, Kusters Zima has added two operators.
“We have people learning new skills, and by learning new skills they are making us parts, and those parts are making us money,” Autry said. He noted that he was able get his operators running the machine with minimal retraining.
“Anyone who wants to run it can learn it,” he said. “It’s the easiest-programming machine I’ve ever seen.”
Although Autry hasn’t done a formal calculation to determine the return on investment, he estimates that the machine paid for itself within a year. From the painless purchase to easy training, this investment—one that does the work of 10 machines—has proved to be one of the smoothest updates to the Kusters Zima production floor, Autry said.
FlexArm, www.flexmachinetools.com
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

3
HGG Profiling Equipment names area sales manager

4
Making the move from hard automation to robotic welding

5
Miscellaneous metals fabricator increases productivity and opportunity with plasma cutting
