















Director of International Sales
Smart manufacturing and continuous improvement are buzzwords that inevitably involve a search to improve efficiency. While this sounds simple, the practice of continuous improvement requires actively thinking outside of the box, especially when the status quo is automatically accepted as the best way to produce a part.
While tube bending has experienced significant leaps forward throughout the years, mainly through progress in machine design and related technologies, efficiencies, and capabilities, one area that is frequently overlooked is proper lubrication. While mandrel and wiper die lubrication often are critical components in the bending process, it seems a one-size-fits-all lubrication method has become the default standard.
Far and away the most common practice is to apply a liberal amount of a thick paste or gel through the mandrel to provide protection. However, in many cases, this thick fluid is overkill and is often unnecessary. Often a much smaller amount of a high-quality lubricant performs just as well and can further improve efficiency by eliminating secondary processes such as cleaning of the tubes.
This thought led the engineering staff of fabricating equipment manufacturer Horn Machine Tools to join forces
with a lubricant manufacturer, Metalloid, and a fluid dispensing equipment manufacturer, Unist, to offer its customers another option.
The concept Unist uses, Minimum Quantity Lubrication™, is suitable for metal machining operations as well as accurate roller lubrication systems for the metal forming industry. While it is used primary to apply lubricants to cutting surfaces, the process is making inroads into the tube bending sector.
Metalloid recently turned its attention to microlubrication, focusing on applications that need a very small amount of a lubricant. Its approach has been successful in manufacturing operations from HVAC to automotive, and it too recently started to focus its attention on bending tube.
“We have the fluids to do the job, but we needed the application equipment,” said Terry Weidemann of Metalloid. “We had worked with Unist on different applications in the past, so we worked together on an applicator system for lubricating through the mandrel, the wiper die, or both. The key is to apply fluid only in the exact amount that is needed, which is how our fluids are meant to be applied.”
A Less Hazardous Lubricant. “While many of our systems still use the high-output grease pump to force gel through the mandrel, this microlubrication system definitely serves those customers who don’t require the gel,” said Will Winn, sales engineer for Horn. “Initially we thought it would be a good application for tube benders in the HVAC industry, but that’s not all. It’s a good option for any company that needs to powder-coat the product after bending. Many lubricants flash and can start a fire if subjected to too much heat, so they have to
be washed off before the tube goes through the powder-coating process. The Metalloid product virtually eliminates the need to wash the tube prior to powder coating.”
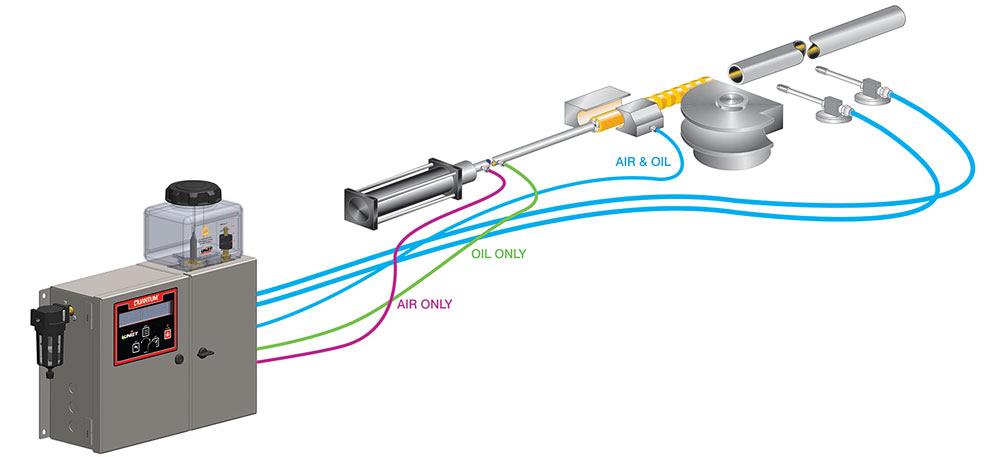
Figure 1
A common configuration for a microlubrication system consists of a control unit with reservoir, a pump, and a solenoid. It dispenses a specifically metered quantity of oil to the mandrel and an oil mist to the dies.
Because the lubricant is based on a vegetable oil, it complies with some of the requirements for specific applications and industries.
“It’s ideal for bending copper, any tubular product associated with the input to a compressor, and food processing applications,” Winn said. “The lubricant has to be inert so it doesn’t damage the compressor, and vegetable oils meet this requirement.”
Less Cleaning, More Bending. In addition to pushing the lubricant through the mandrel, common application methods include squirt bottles and rags doused in oil. Such practices are rarely consistent. Too little lubricant leads to scratches and, in severe cases, galling. Too much lubricant is a matter of wasting lubricant and wasting a lot of time removing the excess lubricant.
“When making boiler tubes and similar serpentine products that consist of a series of 180-degree bends, it’s not very easy to get the lubricant out of the tube,” Wiedemann said. “The machine operator unloads the machine and hangs the tube on a rack to let it drain.” That’s one extra step and the time it takes to drain the tube. Even when using a tube washing system, getting rid of the lubricant can take more time than it really should.
“Many fabricators use a machine to wash off the lubricant,” Wiedemann said. “Depending on the amount of excess lubricant on the tube and the efficiency of the process, the machine might need two or three cycles to eliminate all of the lubricant.”
Just getting the tube from the machine to the washing system can be problematic.
“I know of one shop that relied on its machine operators to tilt the tube and pour the excess lubricant into a bucket right after the tube came off the bender, “Wiedemann said. A low-viscosity, water-based fluid, it didn’t stay in the bucket—quite a bit of it missed the bucket altogether or splashed onto the floor, which then had to be mopped, he explained.
“They were mopping that floor three or four times per shift,” Wiedemann said. “Who wants to pay a machine operator to mop a floor? The time spent mopping could be used for bending.”
The microlubrication system uses a stack of positive-displacement pumps, each one delivering fluid to a specific area. Its configuration for tube bending machines uses a single pump for mandrel lubrication, which delivers fluid through
small-diameter tube fed down the mandrel rod and terminated close to the shank. An air line pushes the fluid through the mandrel (see Figure 1). The frequency of the pump, which determines how much fluid is delivered, is controlled by a frequency generator and an electric solenoid valve. Because the system is modular, it is easy to add additional pumps for wiper die lubrication, and the user can program these pumps to cycle independently of the others, regardless of how many pumps are needed.
Unist’s expertise goes beyond designing and manufacturing the application equipment. It also uses its application knowledge to configure its systems to meet the needs of the application.
“We like to look at all parameters of the application before we quote the system,” said Michael Francisco of Unist. “Not all applications are the same, and since we are delivering such minute amounts of fluid, it is crucial that we get it where it needs to be.”
In some cases, the lubricant is applied to three bender tools.
“When bending aluminum, it’s applied externally,” Winn said. “A mist on the tube’s outside diameter prevents galling on the wiper die. It’s also applied through the mandrel, and for machines that have a built-in cutoff system, the lubricant is applied to the shear.”
According to Wiedemann, the microlubrication concept makes a bigger difference as the bend protocol becomes more complex. For a five-bend part, the system applies the lubricant in five specific places rather than relying on the mandrel rod to distribute lubricant along the tube’s entire length, he said.
After the system is set up and dialed in, the machine operator can use the settings as a reference when taking on a new bending job.
“They start with a general idea of how much lubricant they need, then add or subtract until they get it right,” Wiedemann said. This is an ideal situation because it means that the fabricator doesn’t have to wait for a service technician to visit the company and make adjustments to the system when it takes on a new job.
Horn hasn’t abandoned the conventional process, but for many of its customers, the low-quantity alternative is beneficial for several reasons. It uses less, it wastes far less, and it saves the time and effort formerly spent in removing the lubricant residue from tubes, machines, and floors.
Although using a small quantity and a misting applicator is still a niche, this process is progressing into the mainstream. It has been successful on tubes up to 3 inches in diameter, but this isn’t a limit.
“Recently it has been used on 5- and 6-in. tube,” Wiedemann said. “We’re developing new formulations and finding success on more difficult bends, such as a 1D bend on 6-in. stainless steel,” he said, referring to a bend radius equal to the tube’s outside diameter.
“The key is the boundary between the tube and the tooling,” he said. “The perception is that you need a thick, viscous lubricant to prevent metal-to-metal contact. Viscosity is one element, but not the only one. Chemistry is another. When using a light oil, chemistry plays a bigger role than viscosity.”
Horn Machine Tools Inc., 40455 Brickyard Drive, Madera, CA 93636, 559-431-4131, www.hornmachinetools.com
Metalloid Corp., 1160 White St., Sturgis, MI 49091, 800-686-3201, www.metalloidcorp.com

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





