















Product Manager

Cutoff wheels are available in many styles, grains, and thicknesses, which makes choosing and using one a complex process. Getty Images
The options for cutoff wheels can be overwhelming. Because so many grains and performance levels are available, finding the best wheel for the application can be a daunting task. However, it’s an important task, because selecting the right wheel can have a significant impact on overall operating costs.
Selecting the best cutoff wheel is not as simple as upfront cost. Matching your application and usage with the correct wheel, whether that is a good value or a premium top tier ceramic wheel, can help optimize productivity and efficiency. Four key factors to take into account when selecting a cutoff wheel for tube and pipe are operator safety, wheel thickness, service life, and operator comfort.
Equally important is proper usage after making the selection. Proper training in safety, usage, and technique can help maximize the wheel’s value and reduce the amount of effort required to get the job done.
Operator safety is paramount. Ensuring wheels are designed and tested according to American National Standards Institute (ANSI) standard B7.1 is the first step to wheel selection. Next, using abrasive wheels safely and correctly not only protects operators from accidental breakages but also can maximize wheel performance and efficiency.
Cutoff wheels should only be used at a 90-degree angle. If side grinding or excessive twisting are necessary for the application, look for a combination cut-and-grind wheel. This design is more suited to these applications.
The cutting edge of a hubbed cutoff wheel (Type 42) is offset away from the grinder and can help get into tighter corners or overhangs where a Type 41/01 wheel may twist and break. This hub also increases the stiffness of the wheel, making it more resilient; however, plunge or deep cutting are not appropriate uses for these wheels.
Always use the correct guard for a grinder. Look for a Type 1 guard accessory from the grinding manufacturer for Type 41/01 cutoff wheels. For Type 27 wheels, use a standard Type 27 guard as described in ANSI B7.1. The video below offers a good explanation.
A cutoff wheel’s thickness is more than a dimension—it affects the cut in several ways (see Figure 1):
Ultrathin wheels, with thickness from about 0.040 to 0.045 inch, are ideal for cutting thin metals and applications in which a small kerf is desirable. A narrow kerf reduces material waste and burring.
As the thickness increases, so does the wheel’s stiffness and service life. A thickness of 1/16 in. or more is a good option for any operator who uses significant pressure or when working with thick workpieces.
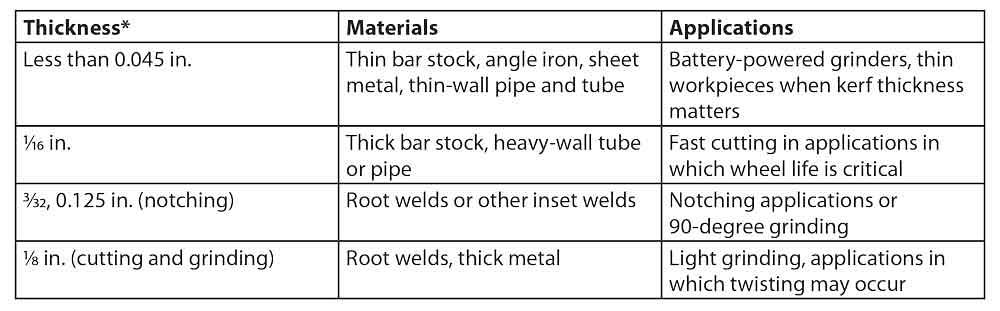
Figure 1
A cutting wheel’s thickness corresponds to the materials and applications its most suited to.
*Measuring the wheel’s thickness is critical. Many manufacturers use a “marketing thickness” that indicates 0.060 in. or more when the wheel thickness actually is 0.045 in.
Wheels that are thicker still, 3/32 and 1/8 in. thick, are well-matched to cutting through root welds and notching tube or pipe.
Factors that affect a wheel’s service life include how it’s stored, the tool it’s used on, and how it’s used.
First, store wheels in a cool, dry, and clean area to maximize longevity. Use good inventory circulation practices to avoid storing abrasive wheels for extensive periods of time. “First in, first out” is much better than “last in, first out.”
Second, keep grinders in good condition. A worn-out or low-torque grinder may bog down, reducing the effectiveness of abrasive wheels. Well-maintained flanges and fittings also can reduce vibration as well as undesirable twisting. Always select the correct abrasive for the tool being used and follow guidelines for maximum revolutions per minute.
Finally, be aware that deep or plunge-type cuts wear the abrasive prematurely. Let the wheel do the work and use a smooth, controlled, oscillating motion to get the most efficient cutting action. Never plunge-cut a Type 42/27 cutoff wheel.
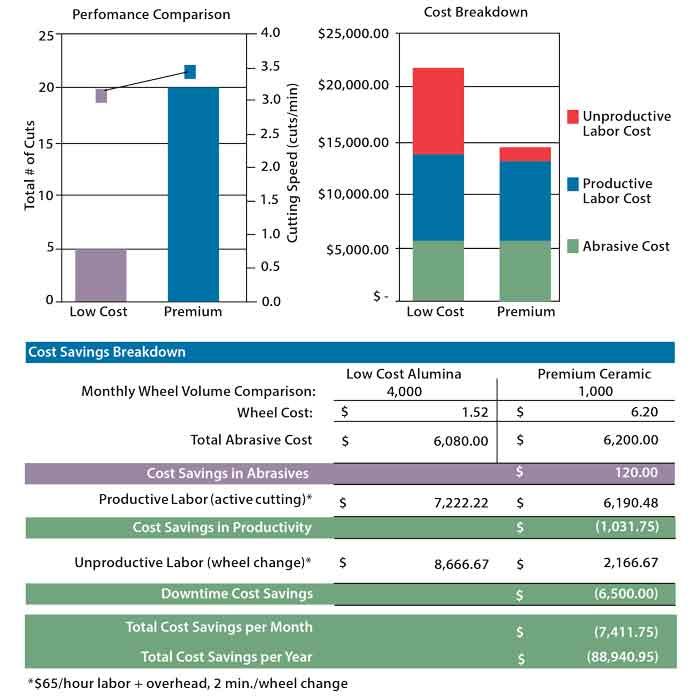
Closely related to a wheel’s service life is its operating efficiency. Wheel life can have a dramatic effect on overall operating costs, particularly in high-volume applications. For example, a premium ceramic wheel may have a higher initial cost, but reducing the downtime needed to change wheels can save thousands of dollars per year in labor. In applications in which the work is not being done at a fixed station (such as shipyards and construction sites), the downtime to change a wheel can be significant. Premium wheels also tend to have much faster cut rates, which can significantly reduce the grinding time per part, increasing overall productivity.
The example in Figure 2 compares the overall cost of an alumina wheel versus a ceramic option. The reduction in overall abrasive usage in this example does not realize monetary savings in abrasive cost; the value is in the productive labor cost (time to do the job) and the unproductive labor cost (downtime for wheel changes) per month, resulting in a savings of almost $90,000 annually for an operation using 4,000 wheels per month. The higher the grinding wheel usage, the more pronounced the labor savings, particularly as it relates to unproductive changeovers.
Ergonomics also cannot be ignored. A cutoff wheel that is comfortable and controllable can reduce mistakes and costly rework, as well as operator fatigue. Thinner wheels can get the job done fast. Ceramic options tend to cut more smoothly and uniformly in ferrous metals, requiring less force and effort by the operator. Reducing stress and effort for operators by investing in a premium wheel also can help improve workplace satisfaction and possibly employee retention.
Alicia Castagna, Ph.D., is a product manager for Norton|Saint-Gobain Abrasives, One New Bond St., Worcester, MA 01606, 508-736-7539, alicia.castagna@saint-gobain.com, nortonabrasives.com.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}