















Bending and Forming - Page 10
-

- From The Fabricator
Subaru of America recalls 2023 Solterra SUVs
Subaru of America Inc. has announced a safety recall on 1,182 model year 2023 Subaru Solterras.
-
- From The Fabricator
Harris Fabrication to expand
Harris Fabrication, a metal fabricator in Topeka, Kan., has announced plans for a $2.1 million expansion, expected to create 30 jobs.
-
- From The Fabricator

TRUMPF TruBend Center 7020 automatic panel bender processes tall, thick, complex parts
TRUMPF has unveiled a new, fully automatic panel bending machine for the North American market.
-
- From The Fabricator

Swedish scooter maker curves sheet metal with sustainability in mind
Without dedicated tooling, most sheet metal forming processes bend along a bend line. A Swedish company is taking a new approach, curving metal in multiple directions to simplify and strengthen assemblies.
-
- From The Fabricator

PBT’s 3D Bending Device from Boschert USA accommodates larger profiles
Boschert USA offers PBT AG’s upgraded 3D Bending Device for operators bending unique profiles into complex 3D shapes.
-
- From The Fabricator

Coe ships coil line to Nucor
Coe Press Equipment, Sterling Heights, Mich., has installed a 6-in. coil processing line to Nucor’s facility in Frankfort, Ky.
-
- From The Fabricator

Schuler and AutoForm partner to help increase press shop productivity through digitalization
Schuler and AutoForm are collaborating to share their expertise and develop new digital press shop systems, helping users to eliminate the gap between simulation and the press shop.
-
- From The Fabricator

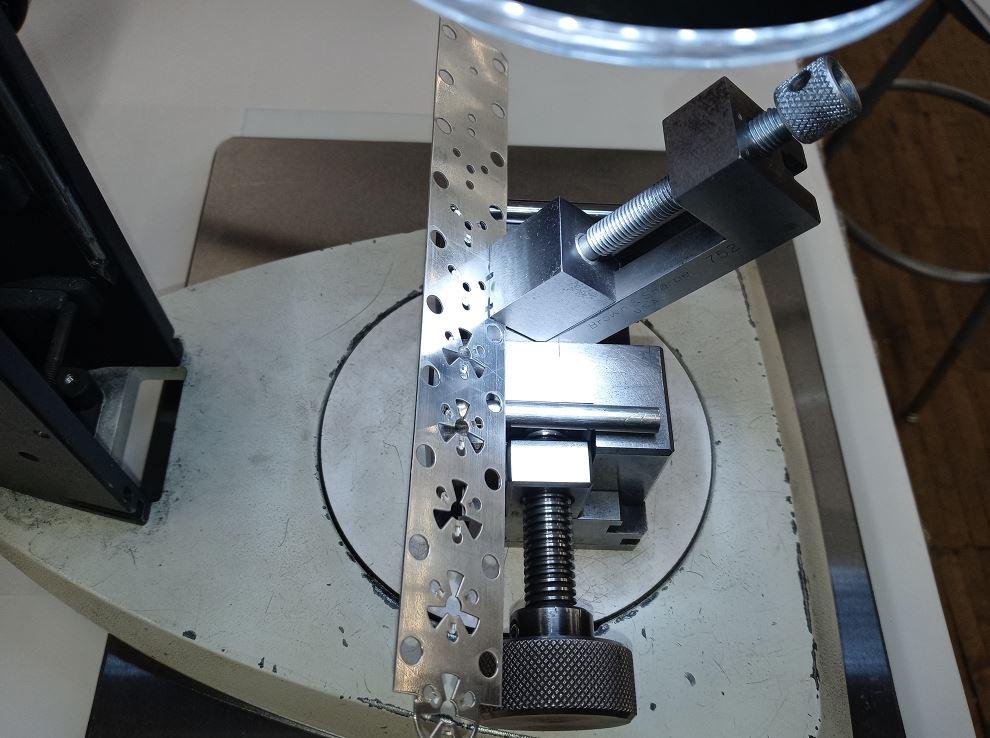
Finding the root causes of sheet metal forming problems
In sheet metal forming correlation analysis, knowledge of all aspects of the shop floor is critical to selecting a correct representative population and properly applying mathematics.
-
- From The Fabricator
'Milk run' die maintenance for high-volume runs in metal stamping shops
Rely on these sharp tips and helpful tricks for maintaining your dies at optimal performance, and access experience-learned tips from a die maintenance master. Your stamping operation will be the smoother for it.
-
- From The Fabricator

Educate metal stamping staff on deploying servo presses
Teaching staff in a metal stamping shop how to adapt to new materials and their related manufacturing process, and how to implement these procedures, is critical to manufacturing success.
-
- From The Fabricator
Detecting galling onset in aluminum alloy stamping, Part III
Oakland University researchers studied combinations of die material, die surface treatment, and lubricant to determine how best to prevent galling when stamping aluminum automotive structural parts.
-
- From The Fabricator
Stamping Die Essentials: Deep drawing
In this fifth article on die design and construction fundamentals, Art Hedrick discusses the basics of deep drawing.
-
- From The Fabricator
Cortec’s EcoAir Tool & Die Rust Preventative doesn’t need to be removed before tool use
EcoAir Tool & Die Rust Preventative from Cortec can be applied to molding, tooling, and dies for corrosion protection.
-
- From The Fabricator
Tool Tech LLC acquires Cameron Tool Corp.
Springfield, Ohio-based Tool Tech LLC has announced the acquisition of Cameron Tool Corp. in Lansing, Mich., an ISO 9001:2015-certified tool and die manufacturer offering die design and construction with tryout and short-run stamping capabilities.
-
- From The Fabricator

Kapco Metal Stamping hires VP of manufacturing
Kapco Metal Stamping, Grafton, Wis., part of the Kacmarcik Enterprises family of companies, has announced that Michael Scharinger has joined the company as vice president of manufacturing.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
