
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.
Aurora, Ill.-based AmeriChem Systems Inc., a manufacturer of piping and components of corrosion-resistant material, has announced that Joe Garbarski has retired as president after 16 years. His 45-year career started at Plastic Piping Systems, where he was the youngest branch manager in the...

Officine M.T.M. S.p.A. has delivered a third complete tube mill to steel tube producer Acier Fati Steel Inc. in Varennes, Que. The facility serves the automotive, agriculture, appliance, building and construction, energy, and machinery industries. The line includes entry coil handling, tube...
Zekelman Industries has announced the appointment of Tom Muth as executive vice president and COO of the newly created Tubular Products Division, which includes the businesses of Wheatland Tube, Western Tube, Atlas Tube, Picoma, and Sharon Tube. Muth has more than 30 years of experience in the pipe...
Tube China, International Tube & Pipe Industry Trade Fair, will be held at the Shanghai New International Expo Center Sept. 23-26, 2020, under strict hygiene and distance regulations mandated by the Chinese health and safety authorities. As of this writing, 340 international exhibitors have...
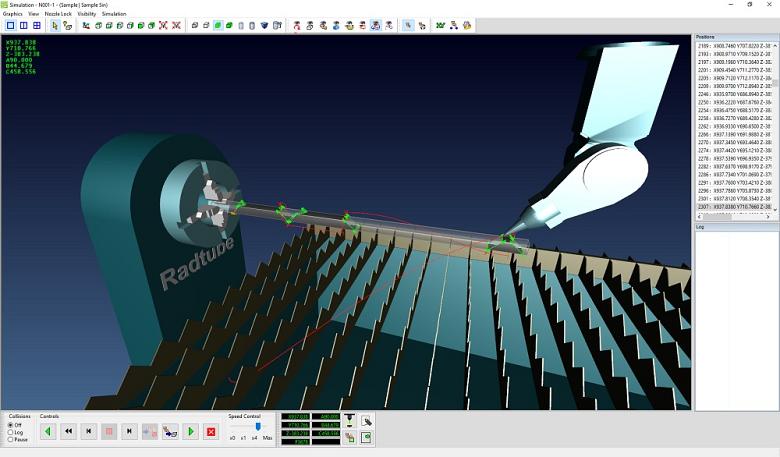
Hexagon Production Software has introduced Radan 2021 with enhancements for CAD/CAM, tubes, bending, quoting, and CAD-for-CAM modeling. It allows the use of Radnest Ultimate on a punch press for optimizing batches of nests. Setup sheets can be generated automatically and sent to each machine. The...
The Transportation Oil and Gas Congress 2020, the annual closed-door congress dedicated to oil and gas transportation via pipelines, is scheduled for Nov. 16-17 in Milan, Italy. The event addresses pipeline automation and digitalization, asset integrity, pipeline construction in challenging...
In response to the COVID-19 virus, Messe Düsseldorf has postponed its tradeshows wire India, Tube India, METEC India, and India Essen Welding & Cutting until March 25-27, 2021, at the Bombay Convention & Exhibition Center.
About 400 exhibitors from 25 countries are expected to attend.

Masury, Ohio-based Specialty Strip & Oscillating Inc., a supplier of oscillated and ribbon-wound prime steel coils, has named Krissy von Philp as vice president. She previously served as COO at KDA Inc. and has been a real estate agent for Real Living Realty Group for more than 12 years. Von Philp...
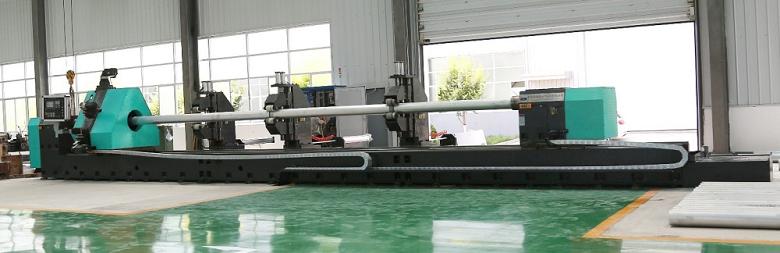
Hydrapower Intl. Inc. has developed two machines designed to speed production of lighting, utility, traffic signal, and decorative poles. The Flow Former produces the poles, handling an extensive range of profiles. The Burnisher, built on the same base, processes poles over a mandrel, and the...

T&H Lemont, Countryside, Ill., a custom manufacturer of tube and pipe mills and roll tooling for the tube, pipe, and roll forming industries, has named Michael Strand as president. Strand joined the company in 2017, focusing on sales of new and reconditioned tooling, as well as...

EFD offers the Compact Weldac, a solid-state welder less than 1,300 mm tall that delivers output power up to 300 kW. At half the size of its predecessor, it features high-efficiency SiC inverters and reduced volume. From the mains to the welding coil, the efficiency is 91%, which results in low...
Messe Düsseldorf has announced it has rescheduled its wire and Tube tradeshows for Dec. 7-11, 2020, at the Düsseldorf Fairgrounds in Germany. The show organizer previously postponed the event to counteract the possible spread of the coronavirus. In 15 halls, 2,600 exhibitors are expected to...

The diameter and wall thickness of aluminum and light-metal-alloy tube can be measured with the X-Ray 6000 Pro from Sikora. It also measures plastic coating on steel tubes up to 200 mm dia. Measurement values are shown on the monitor of the EcoControl 6000 processor system so that the user can...

Sikora offers the Radar Scan 6000 system for noncontact, inline measurement of metal tube and rod diameter and ovality. The system—based on progressive, high-resolution radar technology—records measuring values greater than 360 degrees of the product circumference to micron accuracy. Radar...

Sikora has introduced the Laser series 2000 for noncontact and nondestructive measurement of the diameter and the ovality of metal tubes, wire rods, and bars during production. The measuring method is based on the use of laser light sources and CCD sensors in combination with signal processors. The...

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




