
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.

To achieve the desired results in tube bending requires good equipment and, especially, the right expertise.

After decades of success and growth, mechanical contractor H&S Industrial had outgrown its facility and was primed for a move. When it moved to a new location in Manheim, Pa, the executive team created a new business model around tube and pipe work to incorporate contract manufacturing.

Texas metal sculpture artist and welder Rae Ripple is featured in the first episode of our Talkin' Shop with Metal Shop Masters series, where we speak with contestants from the Netflix show Metal Shop Masters.
Tube and pipe bending machine manufacturer Unison Ltd. has signed an exclusive distributor agreement with Phillips Federal, Hanover, Md.
National Tube Supply, a supplier of standard and customized bar and tubular products, has hired Jim Conley as purchasing manager.

Okay Industries Inc., New Britain, Conn., a contract manufacturer of components and subassemblies for global medical device OEMs, has promoted Danielle Koonz to strategic accounts manager.
Messe Düsseldorf is postponing wire (International Wire and Cable Trade Fair) and Tube (International Tube and Pipe Trade Fair) to June 20-24, 2022, at the fairgrounds in Düsseldorf, Germany.
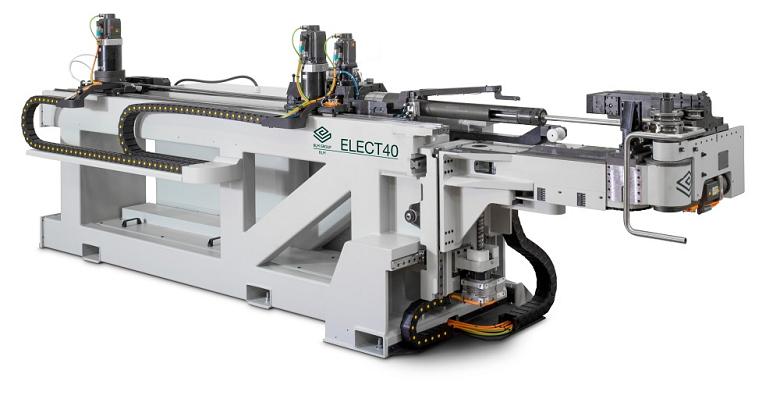
BLM GROUP has announced the availability of its Elect40 all-electric tube bender with an elongated, compact head.
Unison Tube LLC of Danville, Va., and Moore Machine Tools of West Jordan, Utah, have teamed up to provide their individual customer bases with a wider range of machine tools.

Trex Commercial, a provider of architectural railing systems, has appointed Michael Angelo Scalze and Kyle Jorgenson as regional sales representatives for the Midwest.
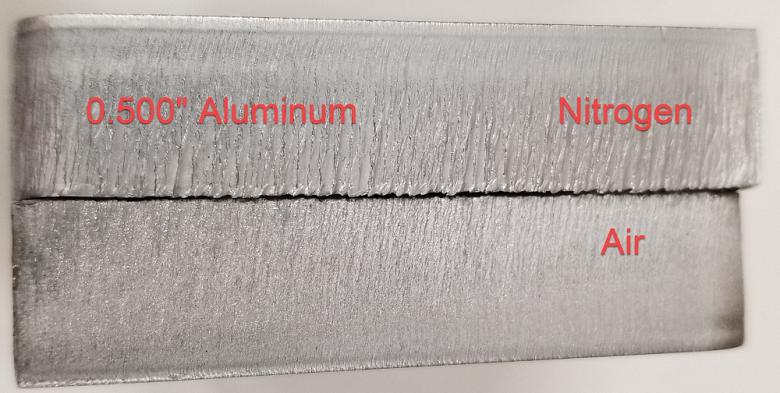
BLM GROUP USA has announced that compressed air can be used as an assist gas on all of its flat-sheet and laser tube cutting systems.

In Part II, Mitch Kraemer explains how, despite no experience with working with metal, Tim Omspach partnered with him to start Vvolfy Metalworks, entered the circus industry, and expanded the business to two U.S. locations.

Flux-cored arc welding wire T-8 excels in providing tough, durable welds for things like TKY joints in offshore construction, pipe structures, bridges, and storage tanks. Often, though, welders don’t use them properly. A few pointers can go a long way in ensuring this wire is used as intended.
Wilmington, Ohio-based iES Innovative Engineered Solutions Inc. has hired Doug Pierson as general manager.

Hydrostatic testing of pipe and piping systems is nothing unusual, but some applications are niche and require specialized equipment. Pressure system manufacturer Airmo makes compact peripheral components that can take pressure up to 60,000 PSI.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionSeth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




