















Arc Welding - Page 14
-

- From The Fabricator

A hacker mindset: From Silicon Valley tech worker to metal artist
Silicon Valley tech worker for LinkedIn and metal artist Keith Millar talks about venturing into metal sculptures, working with rusted metal, and teaching loved ones and co-workers how to weld.
-

- From The Welder

Missouri welder making name for herself and other women in welding
DeIla Ray’s welding career has taken her from North Dakota to Missouri, from pipelines to welding labs, and from starting a small business to advocating for women in the manufacturing industry.
-
- From The Welder

Black Stallion flame-resistant cotton shirt suitable for light welding applications
Black Stallion has introduced the FS9-PGY gray plaid flame-resistant cotton work shirt.
-
- From The Welder

Copilot collaborative welding system from Miller Electric offers simple programming, changeover
Miller Electric Mfg. LLC has introduced the Copilot collaborative welding system.
-
- From The Welder
Pemamek’s automated semi-narrow groove welding system handles thick plate
Pemamek LLC has developed an automated semi-narrow groove welding system for welding thick plates from 2 to 6.5 in.
-
- From The Welder

Miller XMT 650 ArcReach system lets operators change processes, polarity at the wire feeder
Miller Electric Mfg. LLC has released the XMT 650 ArcReach system for welding and gouging.
-
- From The Welder

AWS names 2023 president
The American Welding Society (AWS) has announced the induction of its new president, Dennis K Eck.
-
- From The Fabricator

What welders and other metal fabricators should know about AWS D1.1
Members of the AWS D1 Committee on Structural Welding try to dispel misconceptions related to the D1.1 Structural Welding Code.
-
- From The Welder

Victor HRF2400 Pro flowmeter regulator from ESAB offers 70-CFH flow range
Victor, an ESAB brand, has introduced the HRF2400 Pro flowmeter regulator calibrated for CO2, argon, or gas blends used for TIG, MIG, and gas-shielded FCAW.
-
- From The Welder

Miller collaborates with Dave Kindig on Digital Infinity welding helmet design
Miller Electric Mfg. LLC has announced the debut of the Digital Infinity ’22 Custom Kindig-it welding helmet, a design collaboration between Miller and Dave Kindig, owner of Kindig-it Designs.
-
- From The Welder

Schools invited to apply for welding starter kit through AWS Foundation
The American Welding Society (AWS) Foundation, Bechtel Group Foundation, and Miller Electric Mfg. LLC have partnered to bring the welding experience back to high school with the Light a Spark Grant.
-
- From The Welder
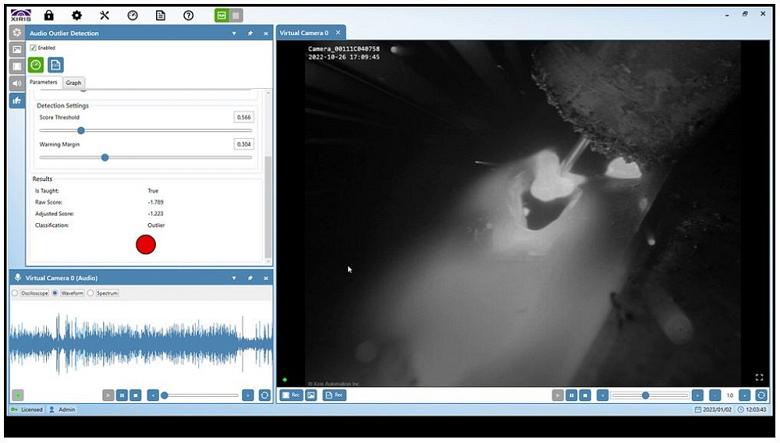
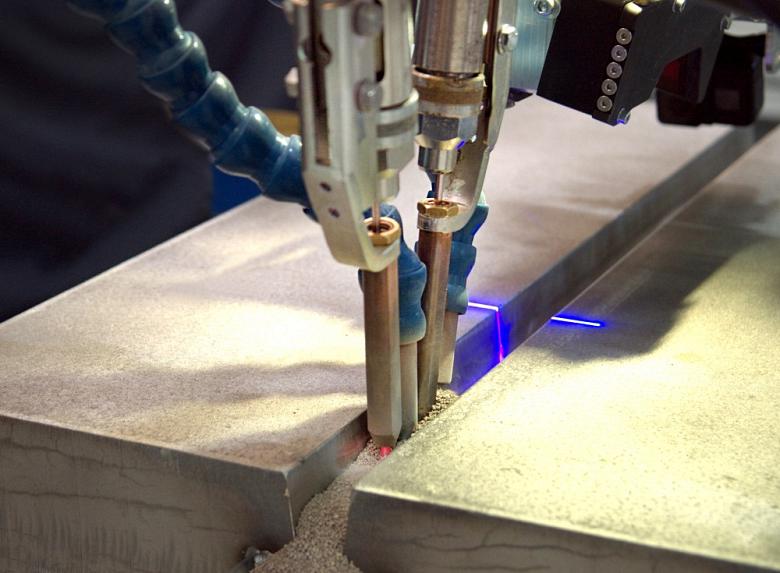
Xiris Audio AI sends alarm when it detects welding defects
Xiris Automation has released the Audio AI artificial intelligence tool to process welding audio signals.
-
- From The Welder

The Last Pass: A new adventure for a longtime welder
New columnist Greg Siepert introduces himself and discusses mentorship, following in Jim Mosman's footsteps, and what to expect from the new column.
-
- From The Welder

ESAB Rogue ET 200i Pro TIG/stick inverter offers 10- to 200-amp output range
ESAB Corp. has introduced the Rogue ET 200iP Pro, a high-frequency TIG/stick welding inverter.
-
- From The Welder

ORBIT welding helmet from Walter features wide fit, external controls
The new ORBIT welding helmet from Walter Surface Technologies offers three high-definition, autodarkening lenses; antiscratch cover plates; and a 24-sq.-in. viewing area.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
