















Articles - Page 215
-

- From The Fabricator
Metal fabrication management: Voices from the shop
Listening to people on the shop floor is one thing, but really hearing what they’re saying is something else entirely.
-
- From The Fabricator
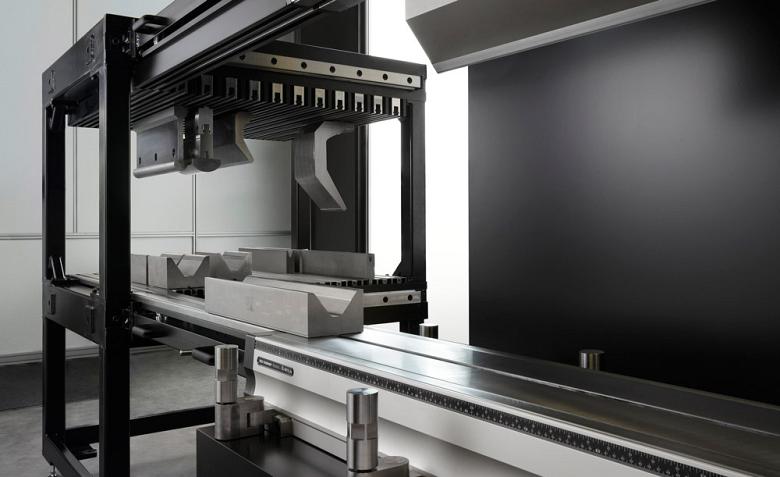
6 ways to boost press brake productivity
Improved tool storage at the press brake, easier tool identification, fast tool loading/unloading (including heavy tools), and proper positioning of tooling in the press brake can make life easier for any press brake operator--experienced or not.
-
- From The Fabricator

The new era of welding data collection
Welding technology developers have moved beyond simply collecting welding information for later review to creating software that allows fabricators to control production and assembly processes.
-
- From The Fabricator

Wisconsin metal fabricator thrives on complexity
Advanced Laser Machining Inc. launched in 1996, just when laser cutting was becoming a metal fabrication mainstay and software was changing everything. Today managers are hoping to put a structure in place to grow the company even more. In 10 years ALM may be a $75 million enterprise
-
- From The Fabricator
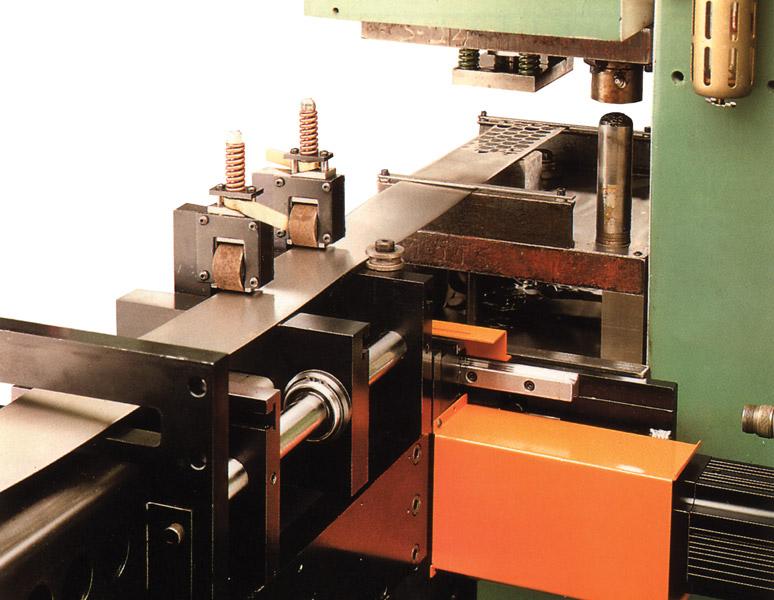
Zigzagging your way to material savings
Zigzag feeds are being used increasingly for some applications. Stampers can achieve multi-out results using a one-out die.
-
- From The Fabricator

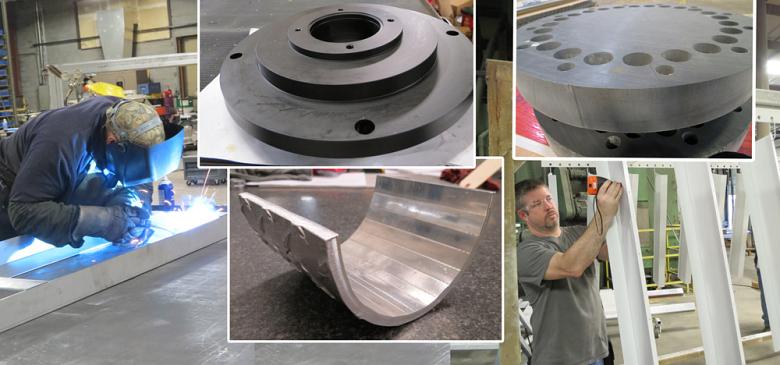
When imagination meets craftsmanship
The fleur de lis is a well-known symbol with deeps roots in Louisiana culture. However, the massive 14-ft., three-sided stainless steel version of the fleur de lis that sits atop a water fountain at the UL Lafayette Quadrangle is a larger-than-life representation of what can happen when you mix imagination with talent along with some good old-fashioned craftsmanship
-
- From The Fabricator

R&D Update: Determining flow stress data by combining uniaxial tensile and biaxial bulge tests
In the sheet metal forming industry, finite element (FE) simulation is an important tool for fabricators predicting metal flow, optimizing geometry, and selecting process variables before developing new dies. The accuracy of the simulation results depends highly on the accuracy of the input...
-
- From The Fabricator

Venturing into fiber laser cutting
Fabricating metal parts for price-sensitive customers means that Lynam Industries Inc., Fontana, Calif., has to make the right investments in technology at the right time. The investment has to contribute to the reduction in production costs. The metal fabricator's purchase of a fiber laser cutting machine in late 2013 is a recent example of this strategy.
-
- From The Fabricator

Why automate your press brakes?
Automated bending technology has changed significantly in recent years. Knowing which works best for your operation starts with a simple question: Why do you want to automate?
-
- From The Fabricator
Streamlining diverse part flow in metal fabrication
The people at Prince Precision Products may be fabricating thin sheet one hour and thick plate the next hour. Managers at PPP call their operation a hybrid—part job shop focusing on small runs, part production operation. Juggling it all requires focus on good communication and minimizing rework.
-
- From The Fabricator
Die Science: The top 5 drawing die violations
Deep-drawing failures—from splitting to scoring to shock lines—often are a result of common engineering mistakes. These problems can occur whether you are using a single-station drawing die, multiple drawing stations, or drawing reductions. Let’s take a look at the five most common...
-
- From The Fabricator

Ask the Stamping Expert: What is the best method for selectively removing burrs from stamped holes?
Q: We receive high-volume, high-precision, low-cost stamped parts from a vendor. The oval-shaped parts come with burrs that we need to remove from the inner holes, but we cannot round the outside part edges. The cold-rolled steel parts have two sets of holes with different diameters stamped through...
-

- From The Welder
Qualified versus certified welder: Main differences
Paul Cameron breaks down the differences between qualified and certified welders.
-
- From The Welder

Consumables Corner: Welding medium-carbon to high-strength steel
Q: We need to weld a 1-in.-thick AISI 1050 carbon steel plate to a 2-in.-dia. A514 steel shaft. The AISI 1050 has a yield and tensile strength of 95 KSI and 115 KSI, respectively. We know we should preheat, but we're unsure of what temperatures to use or what filler metal to select. Could you...
-
- From The Welder
Closing the skills gap
A collaborative approach between industry and education brings purpose to a student’s learning experience, gives them a realistic road map to help them develop future plans, all while helping meet local and regional workforce needs.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




