















Articles - Page 216
-

- From The Welder

Creating a safe welding environment
Implementing safety measures in the welding environment doesn’t need to be a top-down activity. Involving employees and encouraging them to provide insight can go far in establishing a safe welding operation and maintaining it. Choosing dependable safety equipment is also important. More durable products last longer, which reduces costs. Safety products that fit well and are easy to use also reduce downtime and increase worker acceptance.
-
- From The Welder

Aluminum Workshop: Defining porosity in aluminum welds
What is porosity in aluminum welds? Find out what causes it and what you can do to minimize the porosity when you are welding aluminum.
-
- From The Welder

Selecting the right contact tip size
Using the right-sized contact tip is critical to achieving optimal results in robotic and semiautomatic GMAW operations. Among the factors that determine the right tip size are the process and wire.
-

- From The Fabricator

Sheet aluminum alloys for cans and cars
Not all aluminum sheet is created equal. It pays to know your grades before selecting the type for your job.
-
- From The Fabricator
An introduction to reliability-centered maintenance
Using reliability-centered maintenance to create an effective maintenance schedule helps to avoid critical stoppages in the production of parts.
-
- From The Fabricator

Shop technology and 3-D CAD: Forming sheet stock
Columnist Gerald Davis demonstrates the flexibility of forming tools in CAD modeling by working on the body of a not-ready-for-prime-time tricycle.
-
- From The Fabricator
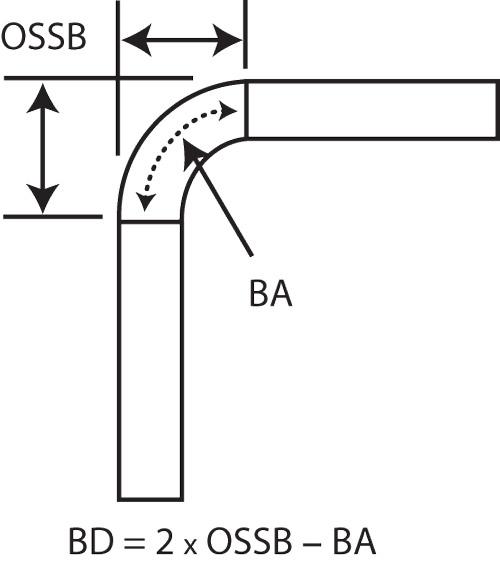
A grand unifying theory of bending on the press brake: Part I
Press brake guru Steve Benson proposes a new theory of bending, altering some long-held labels and definitions and introducing new formulas. Those long-held definitions worked well, but these new definitions and formulas may help a press brake technician become even more accurate in predicting how a part will form.
-
- From The Fabricator

Scheduling by constraint in metal fabrication
As stated in the theory of constraints, the constraint process governs the pace of manufacturing. In job shops, the constraint may change from job to job. Identifying a controlled constraint, or control point, can simplify scheduling even in the complex world of high-mix, lowvolume manufacturing.
-
- From The Fabricator

2015: What keeps you up at night?
The huge economic rebound that normally follows a recession has never really materialized, but metal fabricators appear to be making the most of the slow and steady climb from the economic doldrums of the late 2000s. The 2015 “What Keeps You up at Night?” survey suggests that fabricators are looking to take the steps necessary to support continued growth in their businesses.
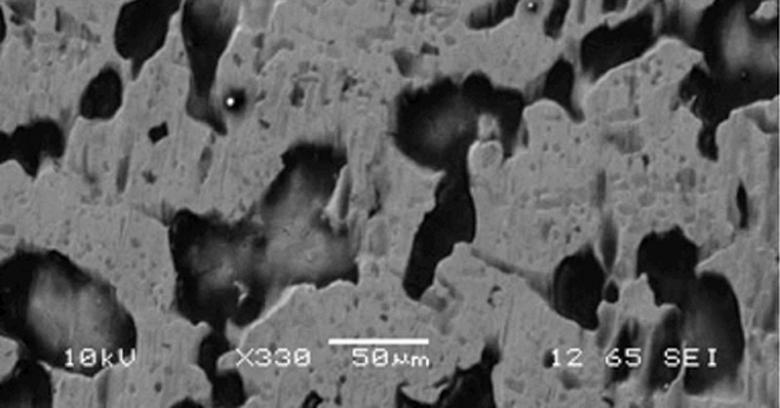
Detecting steel tube and pipe corrosion using SEM analysis
Although the causes of corrosion have been researched and documented, advanced tools are helping to expand the understanding of corrosion behavior. Magnification by a scanning electron microscope and analysis by energy dispersive spectroscopy are modern tools that help to improve the understanding of corrosion mechanisms.
-
- From The Fabricator

Lean or mean in punching tool organization?
Examining the eight deadly wastes can help to eliminate inefficient production practices in a fabricator's punching operation.
-
- From The Fabricator

Metal stamper takes to the lake
Kenmode Precision Metal Stamping, Algonquin, Ill., displays strong design and manufacturing skills in the creation of a cardboard catamaran for the 31st America’s Cardboard Cup Regatta at Crystal Lake, Ill., earlier this summer.
-
- From The Fabricator

Plasma cutting meets biochemistry
A fluid for plasma cutting tables is designed to coat workpieces to prevent rust and corrosion. The fluid effectively biodegrades bacteria on contact. The company also reports that the fluid is safe enough to send down the sewer.
-
- From The Fabricator
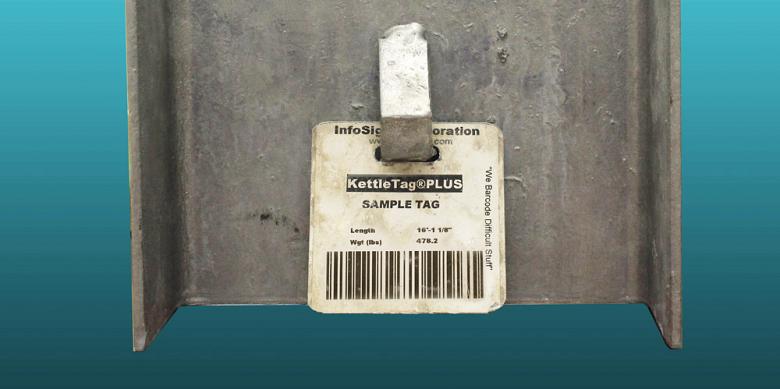
Parts identification for extreme environments
A marking technology—which involves the interaction between a laser, coating, and metal substrate—is designed to withstand harsh processing environments, including blast cleaning and hot-dipped galvanizing.
-
- From The Fabricator

Fabricating skills travel
Hutchinson Manufacturing Inc., Hutchinson, Minn., is working with oil and gas customers thousands of miles away because it can handle almost every aspect of production on its one campus, which gives the company complete control of quality and the delivery date.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
