















Laser Cutting - Page 3
-

- From The Fabricator
5 metal fabrication trends for 2024
It’s a complicated time for metal manufacturers. The industry faces wage pressures and a skills gap, but metal fabrication technology continues to march forth faster than ever.
-
- From The Fabricator
Laser tube cutting technology accessible to all
OSH Cut offers automated quoting for flat sheet cutting and bending. The fabricator now is diving into near-instant quoting for laser tube cutting.
-
- From The Fabricator

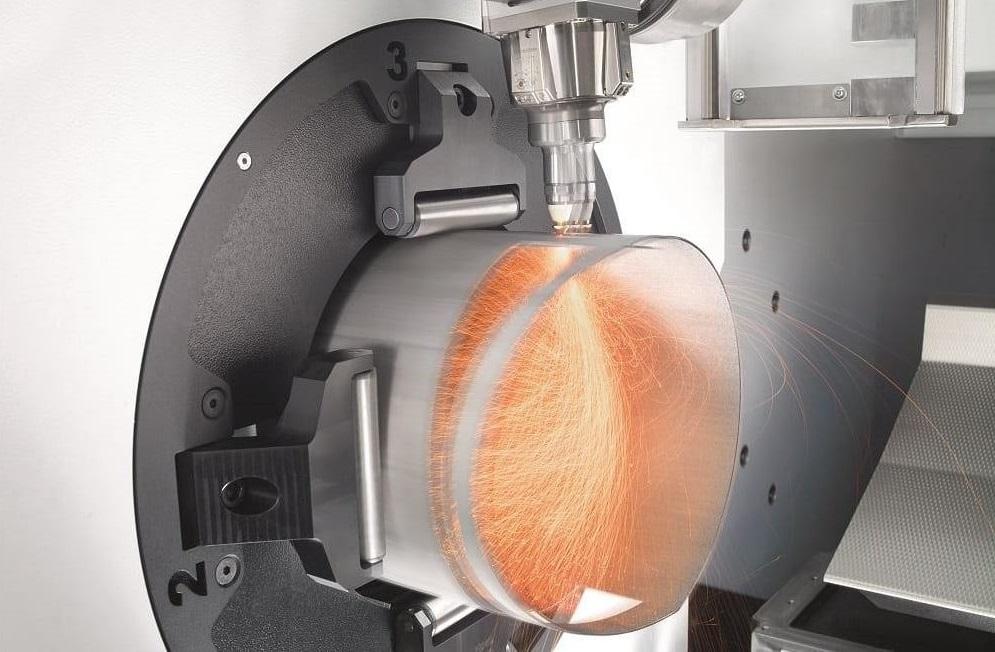
How one fabricator obtains the perfect edge on a laser cut
Jackson, Tenn.-based fabricator Cupples’ J&J Co. has a reputation for pushing the fiber laser cutting envelope. To obtain that perfect cut edge using high-powered fiber laser technology requires optimal gas flow, good material, attention to detail, and a lot of patience.
-
- From The Fabricator

Automated deburring/finishing system brings efficiency to laser cutting shop
Precision Tube Laser acquired an EdgeBreaker 6000 deburring machine, designed for complete processing of materials after punching and laser cutting.
-
- From The Fabricator

Sheet Metal Supply expands in-house equipment line to fabricate thicker metals
Sheet Metal Supply, a fabricator and supplier of custom metal construction products in Grayslake, Ill., has invested in new equipment to expand its capability into heavier metal products.
-
- From The Fabricator

MC Machinery Systems names senior laser applications manager
Elk Grove Village, Ill.-based MC Machinery Systems has promoted Michael Koch to senior laser applications manager.
Sponsored Content
Partnership fuels optimum performance
AMADA AMERICA’s partnership with the elite Rahal Letterman Lanigan Racing team exemplifies a shared dedication to power, precision, and performance, uniting two technology-driven companies. More Information.
-
- From The Fabricator

TRUMPF supervisory board chairman receives the Schawlow Award
TRUMPF Supervisory Board Chairman Peter Leibinger has received the Arthur L. Schawlow Award.
-
- From The Fabricator

MC Machinery Systems names laser product manager
Elk Grove Village, Ill.-based MC Machinery Systems, a supplier of lasers, press brakes, automation equipment, and consumable products, has promoted Ryan Conroy to laser product manager.
-
- From The Fabricator

Fabrication project specialist appointed at MC Machinery Systems
Elk Grove Village, Ill.-based MC Machinery Systems has promoted Nick Plourde to fabrication division project specialist, collaborating on R&D and sales strategies for new software, 5-axis lasers, and laser automation. He joined the company as a laser applications engineer in Toronto in 2019. A...
Sponsored Content

Limited space doesn’t mean limited productivity.
Limited space? No problem, here’s what you need to consider when you have limited space but need a production laser cutting system.
-
- From The Fabricator

MC Machinery Systems appoints fabrication division VP of sales
MC Machinery Systems, Elk Grove Village, Ill., has promoted Shane Herendeen to fabrication division vice president of sales.
-
- From The Fabricator
Agora adds fiber laser cutting machine
Agora Mfg. Inc., a steel fabricator and manufacturer of electrical enclosures, has added a TRUMPF TruLaser 2030 fiber laser cutting machine to its Mississauga, Ont., facility.
-
- From The Fabricator

Brunner Fabrication adds laser cutting and arc welding equipment
Family-owned and -operated fabrication shop Brunner Fabrication LLC, Manitowoc, Wis., has added new TruLaser 5000 precision laser cutting machine with 24-kW laser and a TruArc Weld 1000 automated arc welding machine, both from TRUMPF.
-
- From The Fabricator
The business case for investing in high-powered laser cutting
Tennessee-based Cupples’ J&J Co. has been pushing the limits of high-power fiber laser cutting for years. The strategy has helped the metal fabricator become a leader in rapidly growing markets.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
