















Bending and Forming - Page 8
-

- From The Fabricator

Measuring and managing variables for sheet metal forming success
To ensure the variables in a manufacturer's sheet metal forming operation are working together well, a shop will need to measure each one and understand its acceptable operating range.
-
- From The Fabricator

Wintersteiger now providing North American sales and service for Kohler Maschinenbau
Wintersteiger Inc., Salt Lake City, has announced it will provide full North American sales and support for Kohler Maschinenbau GmbH part leveling machines and strip feeding lines.
-
- From The Fabricator

Coe Press Equipment names machine shop manager
Coe Press Equipment, Sterling Heights, Mich., has promoted Bill Shomo to the position of machine shop manager.
-
- From The Fabricator

The robotic press brake gets flexible for metal fabrication operations
Historically, for robotic press brake bending to make economic sense, a job needed to be of a certain volume in a metal fabrication shop. That, however, is starting to change across the industry.
-
- From The Fabricator
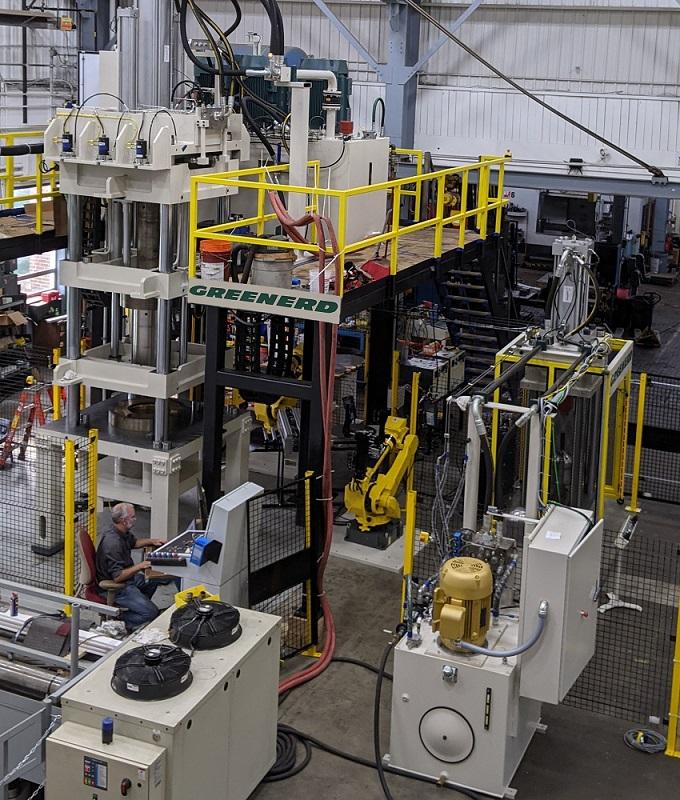
Greenerd designs, engineers new two-press production cell for lights-out operations
Greenerd Press & Machine Co., Nashua, N.H., has designed, engineered, built, and turnkey-installed an automated two-press, two-robot production cell, enabling unattended production of large aluminum pressure vessels.
-
- From The Fabricator
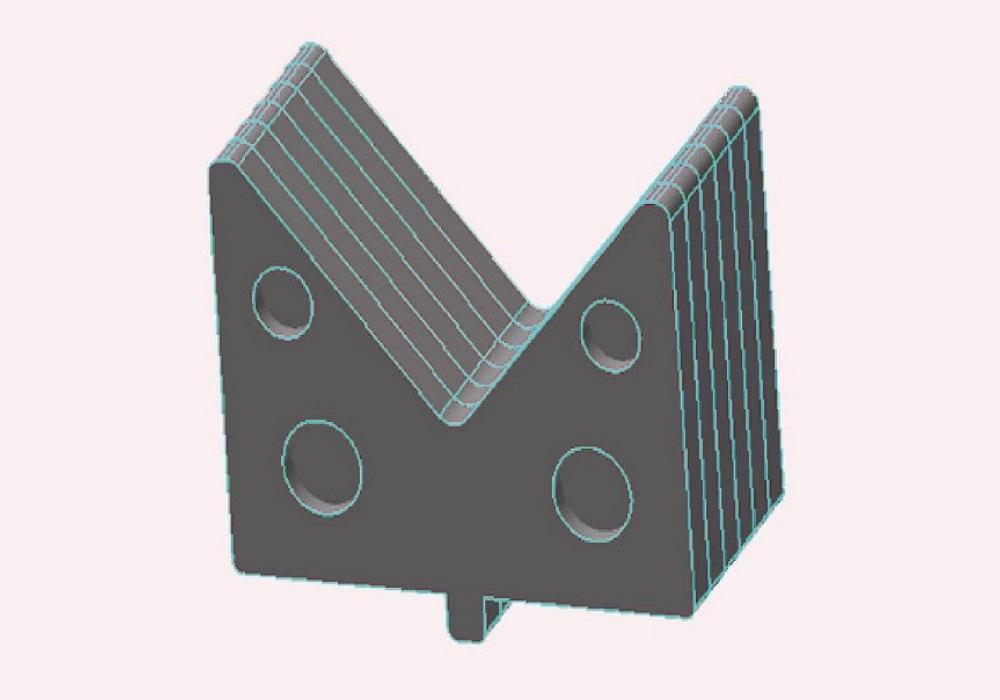
Understanding the performance of punching inserts for lightweight automotive structural parts
Oakland University researchers investigated wear in coated and uncoated punching inserts when stamping aluminum alloy sheet AA5754, typically used for lightweight automotive structural parts.
-
- From The Fabricator

Beckwood Press to build 1,500-ton hydraulic stamping press for Hendrickson USA
Beckwood Press Co. has been awarded a contract to engineer and build a 1,500-ton hydraulic stamping press for Hendrickson USA.
-
- From The Fabricator
STLE to host annual meeting and exhibition May 21-25
The Society of Tribologists and Lubrication Engineers (STLE) will host its 77th annual meeting and exhibition May 21-25, 2023, at the Long Beach Convention Center in Long Beach, Calif.
-
- From The Fabricator

Agile cost estimating for metal stamping operations with ERP software
Stampers can use ERP software to manage estimating and costly raw material price increases. Analyzing the costing data captured by the software is imperative to maintaining and increasing profits.
-
- From The Fabricator

Flexline I 4.0-ready rapid-clamping system from Roemheld detects potential problems early
Roemheld North America has released its new Flexline I 4.0-ready rapid-clamping system for presses and punches.
-
- From The Fabricator
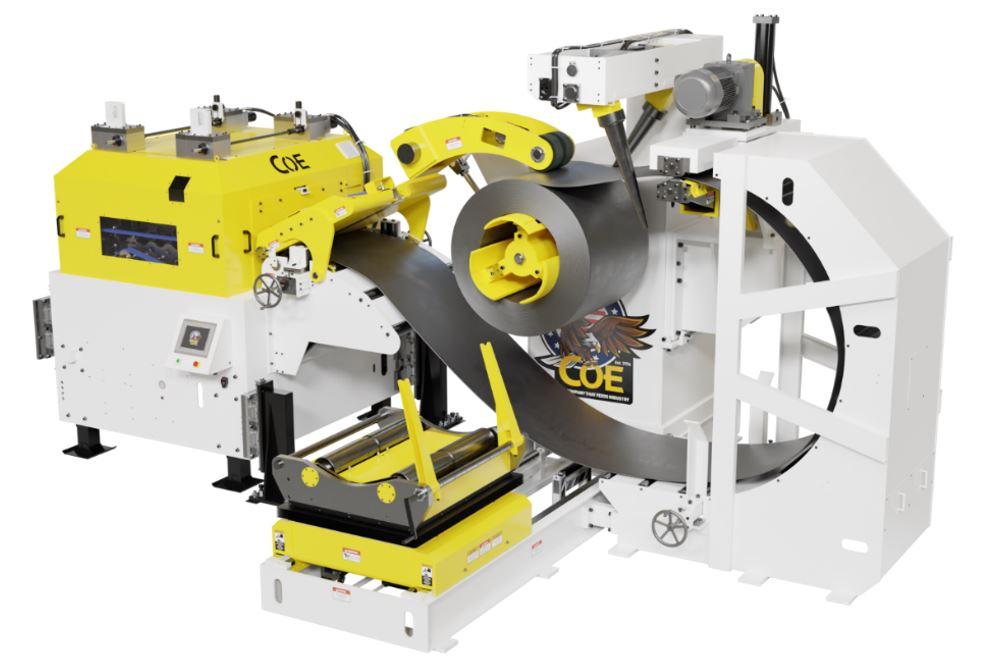
Coil processing basics to teach today’s workforce
Training employees on coil processing equipment starts with the basics, then moves to operation and processes. Video training can be a great resource.
-
- From The Fabricator

Bobcat invests in energy-efficient press technology from AP&T
Bobcat Co., a manufacturer of compact equipment, has increased the production capacity at its Gwinner, N.D., facility, with the addition of a highly automated AP&T tandem press line.
-
- From The Fabricator

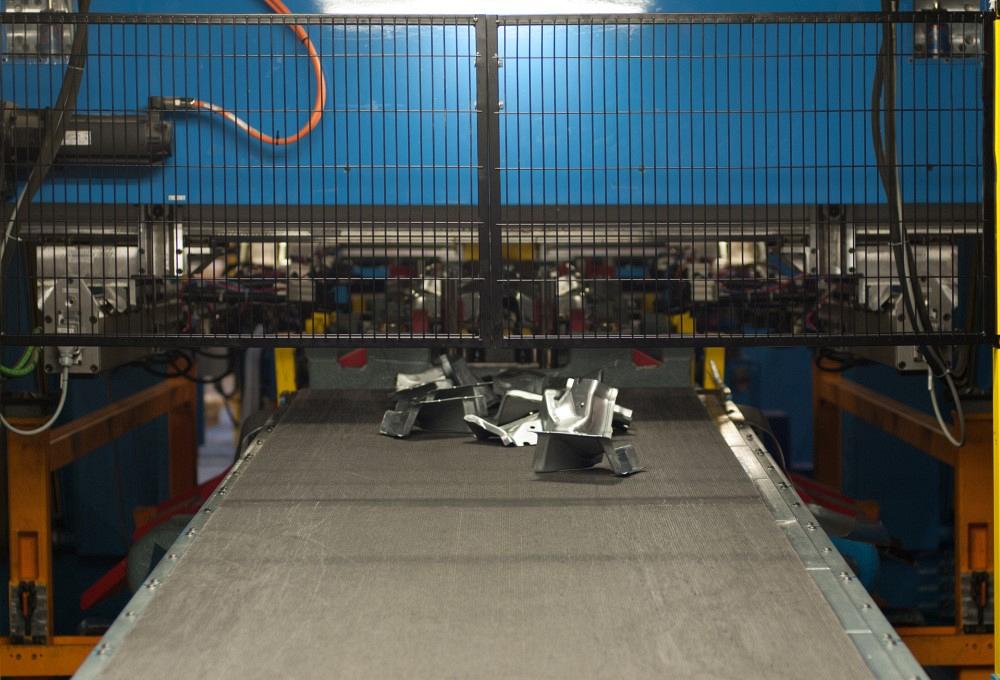
Tier 1 masters massive stampings with 3,000-tonne press
Martinrea’s fast-growing plant in Hopkinsville, Ky., needed to expand press capacity, so it installed two large mechanical transfer presses and built a new building to house them.
-
- From The Fabricator
Laminate tooling, depression grooving, and more about bending sheet metal
Bending guru Steve Benson answers questions about laminate press brake tooling, 6061-T6 aluminum, and radius formation in air bending sheet metal.
-
- From The Fabricator
GM agrees to 10% pay increase for union workers at Mexico factory
General Motors will increase salaries for union workers at its pickup truck factory in Silao, Mexico, by 10% this year.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
