















Arc Welding 101: Evaluating partial joint penetration grooves for welder qualification to AWS D1.1
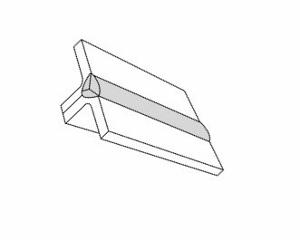
Q: How would you evaluate a flare V-groove joint for welder qualification to AWS D1.1? The standard is not clear on how to test the prequalified joint (B-P11-GF).
Dale L.
A: AWS D1.1 Subclauses 4.25 and 4.28, you’ll see that D1.1 for personnel qualification states that a complete joint penetration (CJP) groove weld qualifies a partial joint penetration (PJP) groove weld.
A flare-type joint configuration is a PJP. Typically you would use the V- and bevel-groove CJP configurations laid out in Clause 4 for groove welding personnel qualification.
That’s not to say you could never use a flare V- or bevel-groove PJP for personnel qualification. If flared grooves were a concern to me, I would design a workmanship sample requiring the welder to complete the flare V-groove to my weld procedure specification (WPS). Then I would cut and etch his weldment—usually at three locations—to evaluate size [(E) = 3/4r]. (See B-P11-GF).
Long story short, always use a CJP bevel- or V-groove for personnel qualification of CJP or PJP grooves, and use a PJP only as a supplement to verify that the welder, using your WPS, can achieve the required weld size.
About the Author

Paul Cameron
Braun Intertec
About the Publication
subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
ESAB unveils Texas facility renovation

3
Engine-driven welding machines include integrated air compressors

4
The impact of sine and square waves in aluminum AC welding, Part I

5
How welders can stay safe during grinding
