















Welding Engineer
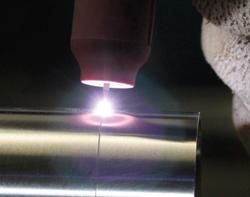
Figure 1 Proper fit-up and good control of the welding parameters go hand-in-hand in producing successful fusion with minimal distortion. A poor fit-up requires more weld metal to fill the gaps. More metal means more heat, which leads to more distortion.
Some welders swear that stainless steel warps if you just look at it wrong. This is an exaggeration, but it does reflect the metal's low rate of thermal conductivity, which causes the input heat to remain localized; localized heating and cooling promotes distortion. Adding more heat doesn't help. In fact, excess heat reduces the material's ability to resist corrosion.
When welding any of the common grades of stainless in almost all applications, the challenge is consistent: to minimize heat input while creating good fusion and optimizing the bead profile. A skilled operator can control weld bead characteristics to a significant degree by adjusting the arc length, filler metal addition, and amperage via the remote foot or hand control. Because molten metal contracts as it cools, using excess filler rod (to fill gaps) increases contraction and promotes distortion. Further, adding more filler requires more total heat input and slows travel speed, compounding distortion problems.
Test results indicate that pulsed gas tungsten arc welding (GTAW, also known as TIG, or tungsten inert gas)—pulsing between a high peak current and a low background current at frequencies of 100 to 500 pulses per second (PPS)—allows operators to accomplish one or more of the following:
While a variety of stainless steel alloys are used to manufacture stainless tube and pipe, the 300 series is the most common; it comprises about 70 percent of all stainless tube and pipe applications. This article provides suggested parameters for high-speed pulsing on 300 series stainless steels in hand-held torch applications (see Figure 1) and provides test data to substantiate the results.
To improve productivity and quality effectively, the arc must pulse at frequencies from 100 to 500 PPS. Note that achieving these
frequencies requires using an inverter-based GTAW machine. Conventional GTAW technology lacks high-speed power switching capability and cannot pulse much faster than 20 PPS.While the actual mechanics of setting pulsing variables can differ depending on the brand of equipment, the variables tend to be the same or similar on all machines: peak amperage, pulsing frequency, peak time, and background amperage.
Suggested parameters for welding any of the 300 series stainless steels, whether pipe, tube, or plate, are:
1. Peak amperage. Set this as you would a conventional GTAW machine, bearing in mind that the average amperage while pulsing should roughly equal the nonpulsing amperage. Give yourself a little flexibility when you use a remote foot control; add about 20 more amps than required.
2. Pulse frequency. Pulse frequency is the number of times per second the power source pulses between peak and background amperage. Start at 100 PPS and adjust up to 500 PPS, without changing the other variables, to find which frequency provides the best results for your particular application.
3. Peak time. This is the percentage of each pulsing cycle spent at peak amperage. Starting at 40 percent peak time is a good rule.
4. Background amperage. This is the minimum amperage; it is specified as a percentage of peak amperage. The recommended starting point is 25 percent of the peak amperage. For example, if you set peak at 100 amps and the background at 25 percent, the background current will be 25 amps.
The two variables that have the biggest effect on outcomes are peak amperage (the maximum amount of electrical current) and pulse frequency. Increasing the peak amperage increases the amount of heat the machine puts into the joint. Increasing the frequency narrows and concentrates the arc cone, which in turn increases penetration and narrows the bead's width without increasing total heat input.
The authors developed a test, test A, to compare the effects of pulse frequency to penetration at a constant travel speed of 18.9 inches per minute (IPM). The test results include data (see Figure 2) and weld bead profiles (Figure 3).
Figure 3 shows that high-speed pulsed GTAW, compared with nonpulsed welding, can narrow bead width by up to 52 percent, increase penetration by up to 34 percent, and reduce heat input by up to 60 percent. While these tests were performed on plate to simplify testing and sampling, the results can be applied to tube or pipe of the same thickness. Notice that pulsing frequencies of 100 to 250 PPS produced the most significant changes. Pulsing at higher or lower frequencies does not provide any benefit while holding peak time and background amperage constant.
Also notice that pulsing reduces the width of the heat-affected zone (HAZ) and provides more directional control over the weld puddle, both of which promote better weld quality. Further, because operators can place welds more precisely, pulsed GTAW helps beginners learn to weld in less time, while experienced welders can increase their travel speed (as the next test indicates).
A second test, test B1, kept the average amperage constant, but adjusted the travel speed to ensure equal visual penetration and tested pulsing frequencies from 0 to 500 PPS using the factory default settings for peak time and background amperage (see Figure 4). Test B1 showed that adjusting pulse frequency provided up to a 30 percent increase in travel speed while keeping penetration and average amperage constant. Frequency increases from 250 to 450 PPS increased the travel speed; at 500 PPS, a decrease in travel speed was necessary to maintain equal visual penetration.
After test B1 was completed, further testing was performed to determine if increasing the peak time and background amperage would be beneficial. Using the same average amperage as test B1, test B2 had 60 percent peak time and 40 percent background amperage. The results showed that these settings gave similar travel speed results as test B1 up to 450 PPS (see Figure 5). However, in test B2, when the pulse frequency was increased to 500 PPS, the travel speed continued to increase instead of decreasing.
While test B1 and B2 did not measure total heat input, note that because total heat input is a function of the amperage applied over time, faster travel speeds necessarily decrease heat input. Thus, while improved productivity might not be of primary importance, reduced warping and compensating for warping are major issues in nearly every stainless steel tube and pipe application.
The good news with high-speed pulsed GTAW is that you have a high probability of improving results simply by using the factory default settings for pulsing, following the previous guidelines and adhering to standard best practices for welding stainless steel. However, to determine which parameters optimize performance in any particular application, it is strongly recommended that you conduct nondestructive and destructive tests to evaluate weld bead profile, weld integrity, travel speed, and heat input.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}