















Are you dedicated to manual bending?
Discovering the uses of a dedicated manual tube bender in the 21st century
In the age of automated tube bending processes, there is still a thriving demand for dedicated manual tube benders (DMTBs), which have been serving the tubing industry for most of the 20th century. However, these machines now may be overlooked by a generation raised on the notion that computerized machinery is superior.
Many in the industry probably are familiar with dedicated power benders, which automate the bending process using programmable logic controls, yet manual benders have several advantages that power benders don't have.
DMTB Characteristics
The word dedicated means that the unit is committed to one specific tube geometry and cannot be repositioned for another tube form. A dedicated bender can be energized pneumatically, hydraulically, electrically, or manually.
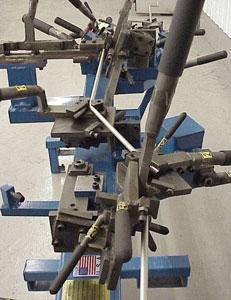
Dedicated manual benders use compression bending by applying a wiper die that sweeps the radius of a bend die, forming the tube to a specified degree of bend. Tubing size usually is limited to no more than 3/4 inch (19 millimeters) OD (see Figure 1). The complexity of the bender and number of bends allowed are limited only by the user's specifications and the skill of the bender manufacturer. Hand benders that can make 50 or more bends have been used successfully in industry.
DMTBs have fast setup and cycle times, and, depending on tube complexity and operator proficiency, often are faster than CNC benders. Setup usually consists of locating the bender and checking the first part. Once an operator becomes familiar with a specific bender, fast cycle times are possible. A conservative cycle time on a standard 10-bend fixture is 60 parts per hour. Tube form accuracy and repeatability depend on the skill of the tool builder and the proper operation of the bender. Hand benders often are built to zero-tolerance gauges, ensuring consistent parts in production.
Why go manual?
Many situations exist that warrant the use of a DMTB. For examples, when a CNC bender cannot complete all of the bends on a tube, manual benders can complete the remaining bends. Benders that are used for this purpose are known as finish-up benders.
DMTBs also come in handy when a shop needs to acquire production capabilities while it waits for a dedicated power bender. Acquiring a DMTB allows the shop to perform a limited production run before the power bender is delivered. Another example is when a company's CNC bender is overbooked during seasonal periods. A DMTB can open up valuable CNC time and possibly prevent the need for overtime or the purchase of additional automated equipment.
DMTBs can also replace a power bender when a tube transfers from production to service parts. Some tubing companies have commitments to customers requiring the production of a small number of service parts after the production run has been discontinued. Rather than maintain a dedicated power bender or take up CNC bender time, some companies purchase dedicated hand benders to accomplish this type of work.
Training, Maintenance, and Storage
Operators of hand benders can be trained in a relatively short time. Establishing proper tube-loading and bend-activation order is the only real concern. Tube inspection is the only remaining skill involved. DMTBs can enable a shop to bend tubes with minimal training and investment. Many companies do not specialize in tube forming, yet may have a number of tubing assemblies incorporated in their products. A manual tube bender allows these tubes to be formed in-house without the need for a large capital investment.
Maintaining a DMTB requires the lubrication of all movable parts, regular cleaning, and occasional adjustments. These units are adjustable for variance that may be encountered in material lots, such as stainless steels. Adjustments can be made with setscrews or by shimming various components.

Figure 1: A DMTB can complete as many as 50 bends on a workpiece.
Storing DMTBs can become an issue when many are being used. Small units can be stored on shelving and operated on tabletops, while large units are built on custom stands that can be relocated with forklifts.
The Downside
A number of disadvantages are associated with DMTBs. There is no easy way to incorporate changes to the tube geometry once the bending unit is built. When a significant revision is necessary, it is more economical at times to build a new machine rather than modify the existing one.
Ergonomics also can become a concern, as some companies may have policies that limit the use of manual tube benders. Unlike many production tasks (for example, pushing palm buttons repetitiously), operating a DMTB can feel more like exercise because it requires a variety of arm motions.
Operator error is also a possibility, which is something that automated equipment does not fall prey to. Producing quality bends depends on the operator activating correctly all levers to their full stop position (see Figure 2). Any deviation will produce a scrapped tube. Automated benders follow a computer program that never deviates.
So the question remains whether to automate or to go manual. Regardless of your decision, DMTBs, having demonstrated over many decades the reliability and simplicity of a purely mechanical tool, offer another alternative when determining tube bending processes. Considering the cost, ease of operation, and reliability of these benders, practical and profitable applications still may be found well into the 21st century.

Figure 2: Unlike bends made on a CNC bending machine,a successful bend made on a DMTB depends solely on the operator and his familiarity with the bending machine.
About the Author
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
