















Bending Basics: How the inside bend radius forms
How the radius forms depends on the bending method used
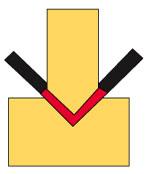
Figure 1: In coining, the punch nose penetrates the neutral axis of the material thickness. The punch radius equals the resulting inside bend radius in the part. (Metal thickness exaggerated for illustration purposes.)
Bend allowances, outside setbacks, bend deductions—if you can calculate all of these with precision, you have a much better chance of bending a good part on the first try. But to make this happen, you need to make sure every factor in the equation is what it should be, and this includes the inside bend radius.
How exactly is this inside bend radius achieved? To uncover this, we must first look at the different methods of bending on a press brake: air forming, bottom bending, and coining.
Coining
Note that there are three bending methods, not two. Bottom bending and coining often are confused for the same process, but they are not. Unlike bottoming, coining actually penetrates and thins the material.
Coining is the oldest method and, for the most part, is no longer practiced because of the extreme tonnages it requires. Coining forces the punch nose into the material, penetrating the neutral axis (see Figure 1). Technically, any radii may be coined, but traditionally coining has been used to establish a dead-sharp bend.
This method not only requires excessive tonnages, it also destroys the material’s integrity. Coining forces the entire tool profile to less than the material thickness, and thins the material at the point of bend. It requires dedicated, special tool sets for each bend and bend angle. The punch nose produces the inside radius, which is used to establish the bend deduction.
Bottom Bending
Bottom bending forces the material around the punch nose. It uses various punch angles along with a V die (see Figure 2). In coining, the entire face of the punch is stamped into the workpiece. In bottom bending, only the punch nose radius is “stamped” into the material.
In air forming (described more fully later), the punch ram descends to produce the required bend angle plus a small amount to account for springback. Then the punch backs out of the die, and the material springs back to the desired angle. Like air forming, bottom bending requires the ram to descend to a point that produces the bend angle plus a small amount. But unlike in air forming, the ram continues past this point and descends farther into the die space, forcing the workpiece back to the set angle of the bend. (As a side note, special dies like Rolla-Vs and urethane tooling also force the punch nose radius into the material.)
On average, the bend attains 90 degrees at a point in the die space that’s about 20 percent the material thickness, as measured from the bottom of the V die. For instance, 0.062-in.-thick cold-rolled steel will bottom once the punch nose is 0.074 to 0.078 in. from the bottom of the V die.
Like in coining, the punch nose radius establishes the inside radius of the material, which will be used to establish the bend deduction. But unlike coining, bottoming can be used to produce inside bend radii up to three times or more the material thickness.
Air Forming
So far it all seems pretty straightforward. With coining and bottom bending, the punch nose radius establishes the inside bend radius value to be inserted into the formulas for the bend deduction. But air forming adds some complexity, because the bending method produces an inside bend radius on the part in a completely different way (see Figure 3).
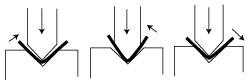
Figure 2: In this bottom bending setup, there is an angular clearance between the punch and die. The punch descends (left) until the material wraps around the punch nose (center), after which the ram continues to apply downward pressure, forcing the material to the desired bend angle (right).
In air forming, the radius is produced as a percentage of the die opening regardless of the die style, be it a V, channel, or acute. The die opening determines the inside bend radius on the part. To determine the inside radius developed over a given die opening and for various material types and thicknesses, technicians have used what’s known as the 20 percent rule. This states that to produce a desired radius, or to find the resulting inside radius, the material thickness must be a certain percentage of the width of the die opening.
Yes, with many alloys today, including new and recycled metals, it is impossible to determine a standard percentage multiplier with complete accuracy. Nevertheless, the rule gives you a good starting point.
The 20 percent rule percentages are as follows:
- 304 stainless steel: 20-22 percent of the die opening
- A36 cold-rolled steel, 60,000-PSI tensile: 15-17 percent of the die opening
- H series soft aluminum: 13-15 percent of the die opening
- Hot-rolled pickled and oiled (HRPO): 14-16 percent of the die opening
When you work with these percentages, start with the median until you find the value that best matches the material characteristics you receive from your metal supplier. Multiply the opening by the percentage to obtain the developed inside radius of the part. The final result will be the inside radius value you need to use when calculating for the bend deduction.
If you have a 0.472-in. die opening, and you’re bending 60,000-PSI cold-rolled steel, start with the median percentage, 16 percent of the die opening: 0.472 × 0.16 = 0.0755. So in this case, a 0.472-in. die opening will give you a 0.0755-in. floated inside bend radius on the part.
When your die opening changes, so does your inside radius. If the die opening is 0.551 in. (0.551 × 0.16), the inside bend radius changes to 0.088; if the die opening is 0.972 in. (0.972 × 0.16), the inside bend radius changes to 0.155.
If you’re working with 304 stainless steel, multiply its median percentage value—21 percent—by the die opening. So, that same 0.472-in. die opening now gives you a much different inside radius: 0.472 × 0.21 = 0.099 in. As before, when you change the die opening, you change the inside bend radius. A 0.551-in. die opening (0.551 × 0.21) calculates out to a 0.115-in. inside radius; a 0.972-in. die opening (0.972 × 0.21) gives you a 0.204-in. inside bend radius.
If you change the material, you change the percentage. If you work with material not listed here, you can look up the material on the Internet and compare tensile strengths to the baseline value of 60,000 PSI for AISI 1060 cold-rolled steel. If the tensile value is 120,000 PSI, then your estimated percentage value will be two times that of cold-rolled steel, or 30 to 32 percent.
Sharp Bends in Air Forming
Unlike in bottoming or coining, there is a minimum radius that can be produced with air forming. This value is best set at 63 percent of the material thickness. That value moves up or down based on the material’s tensile strength, but 63 percent is a practical working value.
This minimum-radius point is what’s known as a sharp bend (see Figure 4). Understanding the effects of sharp bends is arguably one of the most important things an engineer and press brake operator need to know. Not only do you need to understand what is physically happening when the bend is sharp, but you also need to know how to incorporate that information into your calculations.
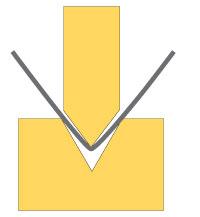
Figure 3: In air forming, the part’s outside bend radius does not contact the die surface. The radius is produced as a percentage of the die opening, regardless of the die style.
If you are working with a material thickness of 0.100 in., multiply that by 0.63 to get a minimum inside bend radius of 0.063 in. For this material, this is the minimum producible inside radius with air forming. This means that even if you were air forming with a punch nose radius that was less than 63 percent of material thickness, the inside radius on the part still would be 63 percent of its material thickness, or 0.063 in. Therefore, do not use any inside radii less than that 63 percent value in your calculations.
Say you’re air forming with 0.250-in.-thick material and using a punch with a nose radius that’s 0.063 in.—a value that’s much less than 63 percent of the 0.250-in. material thickness. Regardless of what’s called on the print, this setup will produce an inside bend radius in the part much greater than that of the punch nose. In this case, the minimum producible inside bend radius is 63 percent of that 0.250-in. material thickness, or 0.1575 in.
As another example, say you’re working with 0.125-in.-thick material. For this, a bend “turns sharp” at a radius of 0.078 in. Why? Because 0.125 multiplied by 63 percent gives you 0.078. This means that any punch nose radius less than 0.078 in.—be it 0.062, 0.032, or 0.015 in.—will produce an inside bend radius of 0.078 in.
Sharp bends are a function of material thickness, not the punch nose radius. A 0.125-in.-radius punch nose is not sharp to the touch, but to 0.250-in.-thick material, it is. And this issue needs to be addressed in your calculations if you expect the bend deduction, and therefore your first part, to be correct.
A Plan of Action
In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. But if you are air forming, the inside bend radius is produced as a percentage of the die opening. And if you are designing for an air form and the print calls for a sharp bend, that too will need to be changed to an inside bend radius value that’s 63 percent of the material thickness.
If you work in engineering, try getting a list of all the tooling available in your shop. Talk with the operators and find out which methods they are using with which material types, and design your future parts around those parameters.
Once the bend deductions are calculated and the flat parts are produced, note that information in the job jacket or work folder. Be sure to include the tooling type and size and the radius that you want the operator to achieve based on the forming method.
Getting all this to work requires buy-in from shop floor workers. Including them in the process and asking them for input will make them much more willing to accept that engineering is telling them which tools to use. Why? Because they told you what they do, and they know you’re designing parts based around that. Ideally, this will all match with the values calculated at the press brake controller and by your CAD system.
If the radius is achievable, if the part is calculated for that radius, and if the operators use the tooling the job is designed for, they will produce a perfect part on the first try. Trust me. It works.
A Review of the Bend Formulas
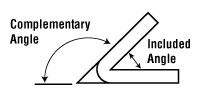
Bend Allowance (BA) = [(0.017453 × Inside radius) + (0.0078 × Material thickness)] × Complementary bend angle
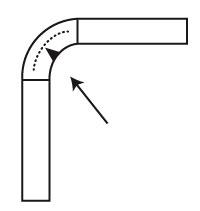
Figure 4: When air forming, you cannot form an inside bend radius that’s less than 63 percent of the material thickness, at which point the form is called a sharp bend. If you use a sharper punch radius, you will only force a ditch in the center of the bend. The resulting inside bend radius on the part will remain at 63 percent of material thickness.
Outside Setback (OSSB) = [Tangent (Degree of bend angle / 2)] × (Inside bend radius + Material thickness)
Bend Deduction (BD) = (Outside setback × 2) – Bend allowance There are two ways to calculate the flat blank. The calculation to use depends on the application and information available:
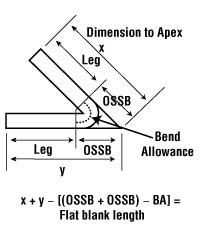
Flat-blank Calculation = Dimension to apex + Dimension to apex – Bend deduction
Flat-blank Calculation = First leg dimension + Second leg dimension + Bend allowance
About the Author

About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
Supporting the metal fabricating industry through FMA

3
JM Steel triples capacity for solar energy projects at Pennsylvania facility

4
Are two heads better than one in fiber laser cutting?

5
Fabricating favorite childhood memories
