
















Steve Benson
ASMA LLC
-

- From The Fabricator

How to set a press brake backgauge manually
Steve Benson details traditional methods for setting a manual backgauge on a press brake, then discusses how to improve material springback estimates.
-
- From The Fabricator

Tool choice for air bending on the press brake: Keep it consistent
Press brake guru Steve Benson writes about wooden tooling, forming 6061 T-6 aluminum, and more.
-
- From The Fabricator
Bending large radii on the press brake
Press brake expert Steve Benson answers questions about bending large radii and the effects changing the material has on the bend angle, radius, and flat pattern development.
-
- From The Fabricator

Predicting the radius without test bending on the press brake
The 20% rule can estimate the air-formed radius that a press brake operator is likely to achieve, yet it remains imperfect. Data based on empirical evidence—test bends—can help most bending departments in a metal fabrication shop.
-
- From The Fabricator
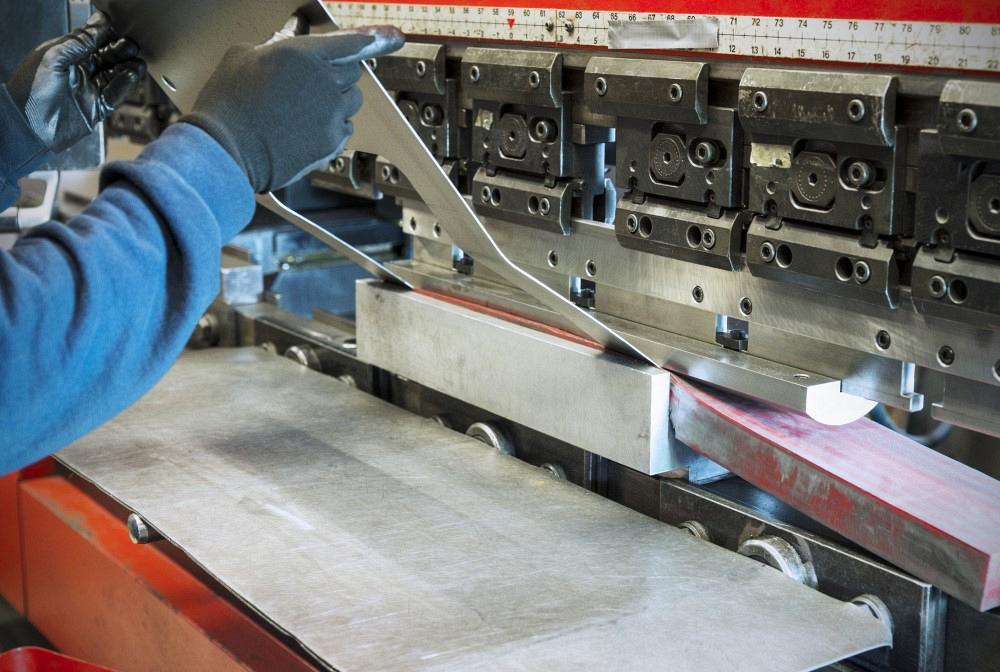
The humanity behind precision sheet metal bending
Steve Benson strays from his usual prose to dive into the humanity behind precision sheet metal bending and why Murphy's Law applies.
-
- From The Fabricator

Dialing in the k-factor for bending sheet metal parts
Dialing in the k-factor matters, but it’s just a piece of a puzzle that incorporates myriad variables, including material consistency, forming methods, and the tooling a forming department uses.
-
- From The Fabricator
Transitioning from bottom bending to air forming on the press brake
Both bottoming and air forming have their place. But over the long term, air forming is probably the way to go.
-
- From The Fabricator

Strategies for bending aluminum 6061-T6
Aluminum 6061-T6 is notoriously difficult to bend, but skilled press brake operators can tackle the challenges with various strategies, including torch annealing.
-
- From The Fabricator

Calculating k-factors for the press brake
The k-factor describes the neutral axis’s inward shift during bending. Press brake operators can calculate it precisely, especially after some test bends, but know that the k-factor is just one among many.
-
- From The Fabricator

Shop strategies for crack-free bending in V-grooved brass sheet metal
Annealing can help reduce cracking, if done correctly. But if you’re bending brass or any material with a grain direction, try forming against the grain. Changing the bend’s orientation to the material grain can make a world of difference.
-
- From The Fabricator

Prevent edge cracking in sheet metal bending
Why do metal fabricators get edge cracking near a bend on metal parts? Hardness variation from a cut’s heat-affected zone might be to blame.
-
- From The Fabricator
Boosting bottom-bending accuracy on the press brake with these tips
When bottom bending on a press brake, the punch tip determines the radius and the die angle determines your bend angle. Sounds simple, yet the variables still abound for metal fabrication shops.
-
- From The Fabricator

Bump bending and air forming sheet metal on the press brake
Press brake guru Steve Benson answers questions about air forming and bump bending, including the many variables involved in each application.
-
- From The Fabricator
Laminate tooling, depression grooving, and more about bending sheet metal
Bending guru Steve Benson answers questions about laminate press brake tooling, 6061-T6 aluminum, and radius formation in air bending sheet metal.
-
- From The Fabricator

Yield, tensile, and bending small metal parts on the press brake
Steve Benson answers questions about sheet metal forming terminology, including yield strength and ultimate tensile strength, and describes the creativity behind bending very small parts.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
JM Steel triples capacity for solar energy projects at Pennsylvania facility

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
