















Bending Basics: The hows and whys of springback and springforward
Knowing how these ever-present bending variables occur is half the battle
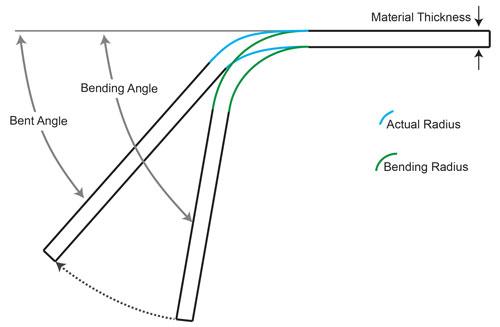
Figure 1
Springback is ever-present in sheet metal forming. The bending
angle is the beginning angle to which the operator overbends
so that the metal springs back to the desired bent angle.
To a press brake operator, a bending angle is different from a bent angle, and it all has to do with that ever-present forming variable: springback.
Springback occurs when the material angularly tries to return to its original shape after being bent. When fabricating on the press brake, an operator will overbend to the bending angle, which is angularly past the required bent angle, compensating for the springback. Overbending to the bending angle allows the desired bent angle to be attained when the part is released from pressure (see Figure 1).
The tensile strength and thickness of the material, type of tooling, and the type of bending all greatly influence springback. Efficiently predicting and accounting for springback are critical, especially when working with profound-radius bends, as well as thick and high-strength material.
The Science of Springback
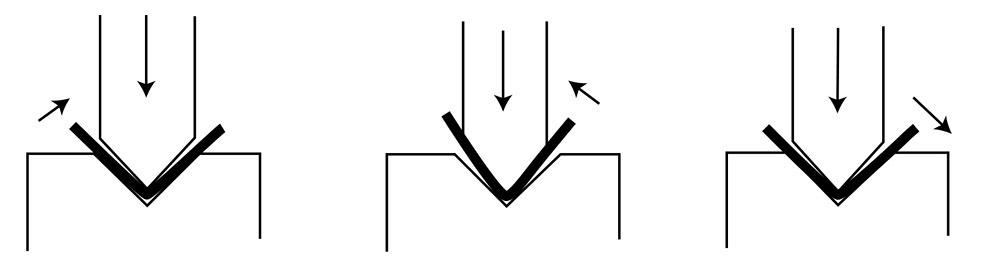
Why exactly does springback occur? There are two reasons. The first has to do with displacement of molecules within the material, and the second has to do with stress and strain. As the material is bent, the inner region of the bend is compressed while the outer region is stretched, so the molecular density is greater on the inside of the bend than on the outer surface. The compressive forces are less than the tensile forces on the outside of the bend, and this causes the material to try to return to its flat position. (see Figure 2).
Figure 3 shows how stress-strain properties are affected by the three different bending methods: air forming, bottom bending, and coining. The elastic zone is where the material is moved but not bent; when the stress is released, the material returns to its original shape without any permanent deformation. When enough force/penetration is applied, the material reaches its yield point, and permanent deformation of the metal begins to occur.
The air forming zone shows that when the press brake exerts pressure on the sheet, the metal begins to bend. During air forming the workpiece springs back slightly when released from pressure, as it attempts to return to its original shape. The amount of springback that occurs is a property of the material and radius. In common materials, if the material thickness and the inside radius are equal, the springback is usually 2 degrees or less in common material types. However, springback increases dramatically as the inside radius of the bend increases in relationship to the material thickness. Note that new high-strength steels have a greater amount of springback as compared to basic mild steels, general grades of stainless, and many aluminums.
In the bottoming zone, the material contacts the bottom of the die, angularly overbending an amount equal to the springback, and then experiences a brief stage of negative springback—also known as springforward—as the pressure is increased.
As the force continues to increase, the bending process enters into the coining zone, where an overbend happens for a brief moment before springforward occurs again. Ultimately, the springback and springforward forces average out, becoming the process we know as coining. With this process, the final product has no springback remaining. That’s because in a coined sheet metal part, the punch tip penetrates the neutral axis while thinning the material at the point of bend, realigning the material’s molecular structure. At this point, the material’s integrity is pretty much gone.
Tool Selection and Springback
Both punch and die angles are designed to account for springback and springforward. The die angle gets narrower as the width of the die opening widens. Basic V dies are ground to 90 degrees with openings less than 0.500 in. wide, where the bend radius is narrow, the material is thin, and the springback is small. Dies with openings from 0.500 in. to 1.000 in. have an included die angle of 88 degrees. That’s because if you’re using larger dies, you will have a larger radius and therefore need to account for more springback (assuming that you’re air forming).
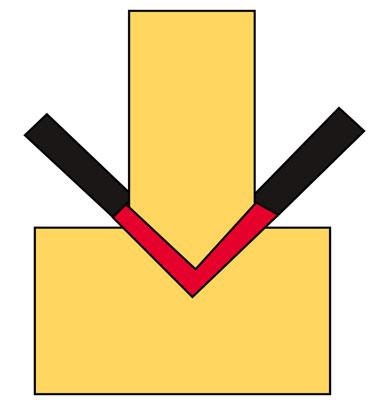
The included die angle decreases to help push the material around the punch and compensate for the increase in springback. This pattern continues as the die opening widens, until you reach the relieved die style (see Figure 4). The relieved die faces are machined in such a way to allow a 90-degree punch to penetrate a die with a narrower angle—say, 73 degrees—without the punch and die interacting. This allows an unobstructed, large-radius bend with 30 to 60 degrees of springback to be formed.
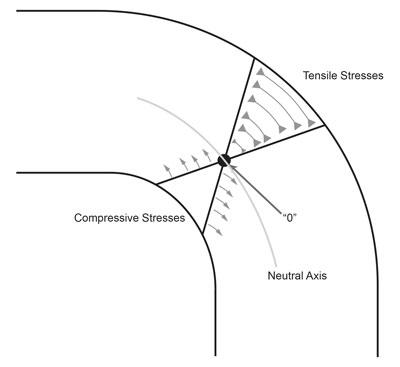
Figure 2
Each bend undergoes a combination of compressive and
tensile forces.
The same applies for punches. With the exception of the profound-radius bends formed in relieved dies, punches are normally relieved to 88 or 85 degrees. Using an 85-degree punch allows you to overbend the material up to 5 degrees.
Of course, all this applies to air forming only (see Figure 5). If you are bottom bending or coining, springback is compensated for with pressure. In bottom bending, springforward forces the material back to the set angle that conforms to the die angle. In coining, the angles of the tools are both the same with no account given to springback, because, again, the springback is forced out of the workpiece (see Figures 6 and 7).
Springback Variables
Springback is a semipredictable factor when working with sheet metal. Knowing how to forecast it will allow you to make better tooling selections, especially for profound-radius bends in which springback can exceed 40 degrees. And if you’re making profound-radius bends in high-strength steels (HSS), it can be even more.
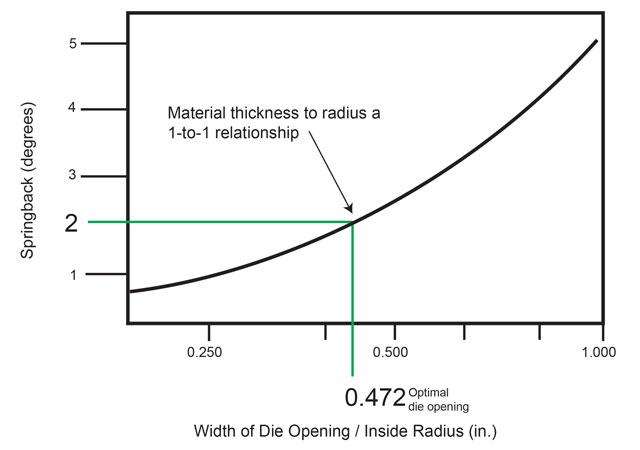
The yield strength of the material has a tremendous influence on the amount of springback that occurs during bending. The higher the yield strength is, the greater the amount of springback. Also notice how the amount of springback increases in proportion to an increase of the inside radius (see Figure 8).
Variables in springback abound. The stronger (higher tensile) a material is, the greater the springback will be. The sharper the radius is, the less springback there will be (up to a point). The wider the die opening is in air forming, the greater the springback, because of the larger radius. And the greater the bend radius is in relationship to the material thickness, the greater the springback.
The following ranges for springback are generally true if there is a 1-to-1 relationship between the material thickness and inside radius:
- 304 stainless steel: 2 to 3 degrees
- Mild aluminum: 1.5 to 2 degrees
- Cold-rolled steel: 0.75 to 1.0 degree
- Hot-rolled steel: 0.5 to 1.0 degree
- Copper and brass: 0.00 to 0.5 degree
A 1-to-1 relationship between the material thickness and inside radius will yield a springback consistent with the natural springback of the material being formed. But as the inside bend radius increases to the point of becoming a profound-radius bend, in which the inside radius is equal to or greater than eight times the material thickness, springback increases dramatically.
For instance, mild steel with a thickness of 0.031 in. and a 1-to-1 relationship of radius to material thickness has a springback of 0.5 to 1 degree. A mild steel with a thickness of 0.031 in. and a bend radius of 2.375 in. increases the springback all the way up to 30 degrees.
Compensating for Springback
While coining is one way of compensating for springback, it usually isn’t the best option and is rarely used anymore. Bottom bending can be a viable option, offering a higher degree of control over the bend angle, but even this can prove to be a challenge because of the tonnage requirements. Air forming, when combined with a modern CNC press brake, is now a reasonably stable process. Still, the differences between sheets, even within the same batch, can contribute to fluctuations in bend angles. Basic variables here include thickness, grain direction, and tensile strength.
To achieve a perfect bend for some applications, you may need to use some type of angle compensation feedback mechanism. These systems use mechanical sensors, cameras, or lasers to track springback at the workpiece and then adjust the bend in real time for each piece.
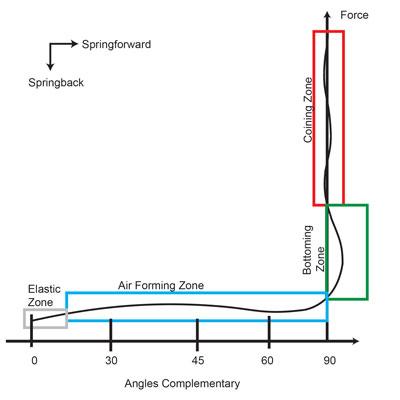
Figure 3
Coining, bottom bending, and air forming affect stressstrain
properties differently. The curved line in the air forming
zone shows how springback changes at different bend
angles. In bottoming and coining, bending methods that
usually produce 90-degree bend angles, the line curves to
the right of the vertical axis, showing how the metal springs
forward to conform to the die angle. In the coining zone,
springback and springforward average out, producing a final
bend with no springback remaining.
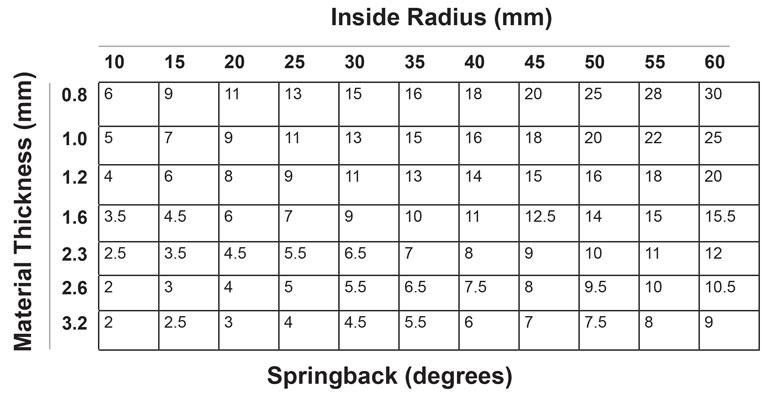
You also may have access to charts like the one in Figure 9, which show springback amounts in cold-rolled steel. Per the chart, if you’re bending 1-mm cold-rolled steel to an inside radius of 20 mm, you would have to account for 9 degrees of springback.
When air forming, you can define the degrees of springback (D) using the inside bend radius (Ir) and material thickness (Mt), along with a material factor. The baseline material factor (1.0) is cold-rolled steel; 304 stainless steel has a factor of 3.5; H32 aluminum is 3.0. To work the following formula, you need to convert the inside bend radius and material thickness measurements from inches to millimeters. Once you do this, you plug it all into the following: D = [Ir / (Mt × 2.1)] × Material factor. This will give you the estimated degrees of springback that will be produced for a given inside bend radius, thickness, and material type. Bear in mind that, at best, this is only an estimate. The material tensile strength and tooling type both greatly influence the amount of springback.
Say you’re working with 0.036-in.-thick material and you need to bend to a 0.036-in. inside bend radius (a 1-to-1 inside bend radius to material thickness ratio). First, you convert to millimeters by multiplying the measurement by 25.4, giving you a material thickness and inside bend radius value of 0.914 mm. For the 0.036-in. inside bend radius, plug in the variables as follows:
D = [ 0.914 / ( 0.914 × 2.1)] × Material factor
D = [ 0.914 / ( 1.919)] × Material factor
D = 0.476 × Material factor
Cold-rolled steel: 0.476 × 1.0 = 0.476, or about 0.5 degree of springback
H32 aluminum: 0.476 × 3.0 = 1.428, or about 1.5 degrees of springback
304 stainless steel: 0.476 × 3.5 = 1.666, or about 1.75 degrees of springback
As the inside bend radius increases, so does the springback. Consider the same example, only now the inside bend radius is 0.062 in., or 1.574 mm:
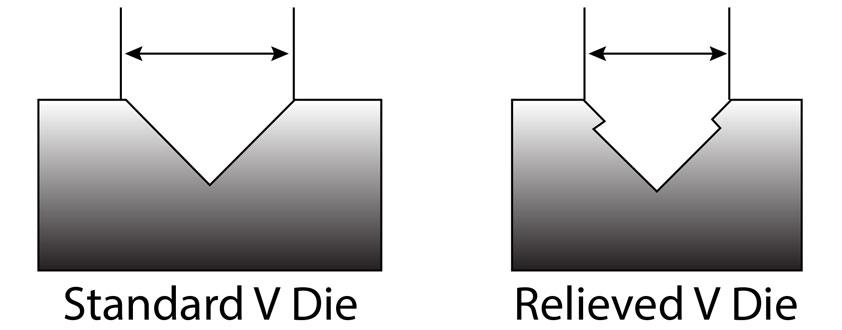
Figure 4
A relieved die face allows a 90-degree punch to penetrate a narrower-angle die, without the punch and die interacting. This allows the bend to form to a narrow bending angle (or beginning angle) and then spring back to the final bend angle.
D = [1.574 / (0.914 × 2.1)] × Material factor
D = [1.574 / (1.919)] × Material factor
D = 0.820 × Material factor
Cold-rolled steel: 0.820 × 1.0 = 0.820, or about 0.75 degree of springback
H32 aluminum: 0.820 × 3.0 = 2.46, or about 2.5 degrees of springback
304 stainless steel: 0.820 × 3.5 = 2.87, or about 2.75 degrees of springback
Also note that this formula applies only to air forming. If you are using another bending method, like bottoming, you still need to compensate for springback. As mentioned, in bottoming the material contacts the bottom of the die, angularly overbending an amount equal to the springback, before springforward forces the bend angle to the set die angle (see Figure 6).
Springback Factor, Inside Radius, and Bend Deduction
When calculating for springback, understand that the bend radius will spring open a small amount in the same manner as the angle does. This means that, unless you’re coining (and these days, chances are you aren’t), the formed, or forced, radius will be slightly smaller than the actual radius that’s achieved (see Figure 1).
This is where the springback factor (Sf) comes into play. Sf is the relationship between the beginning and ending angles: that is, Sf = Bending angle/Bent angle. To determine the actual radius (Ar) you get after springback, multiply Sf by the original inside bend radius—that is, the expected or planned radius before the metal springs back. Let’s say you have a 90-degree bending angle, and the material springs back 2 degrees to an 88-degree bent angle complementary. The original inside radius is 0.062 in. (Note that radii values are expressed in inches.)
Sf = 90-degree bending angle/88-degree bent angle = 1.022
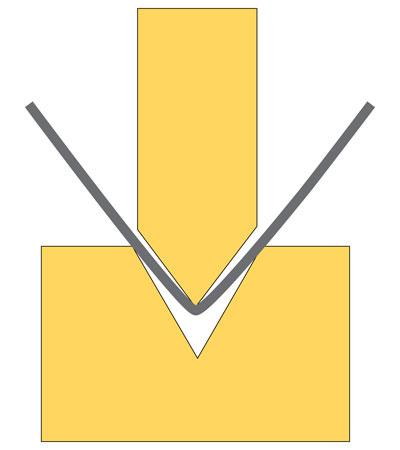
Figure 5
During air forming, the outside bend radius does not contact the die. The inside bend radius that forms depends on the die width.
Ar = Sf × Original inside radius
Ar = 1.022 × 0.062 in.
Ar = 0.0634 in.
If you are bottom bending, the formula just presented is relevant to the bend deduction (BD) calculations, where the value of Ar is used to calculate the BD; Ar is the same as inside radius (Ir) in the formulas. If you are air forming, the effect is still there and predictable, and is accounted for in the 20 percent rule. (Editor’s note: For a review of the bending formulas and the 20 percent rule, refer to How the inside bend radius forms.)
Conclusion
Springback and springforward are always present, so it’s how you deal with them that counts. Whether through the use of pressure or tool configurations, or by using automatic compensation devices, you can control springback easily—that is, once you know the rules.
About the Author

About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





{kind=link}
{kind=link}
{kind=link}