















Do precision fabrication rules apply to me?
Just because you work with heavy plate doesn’t mean it can’t be formed
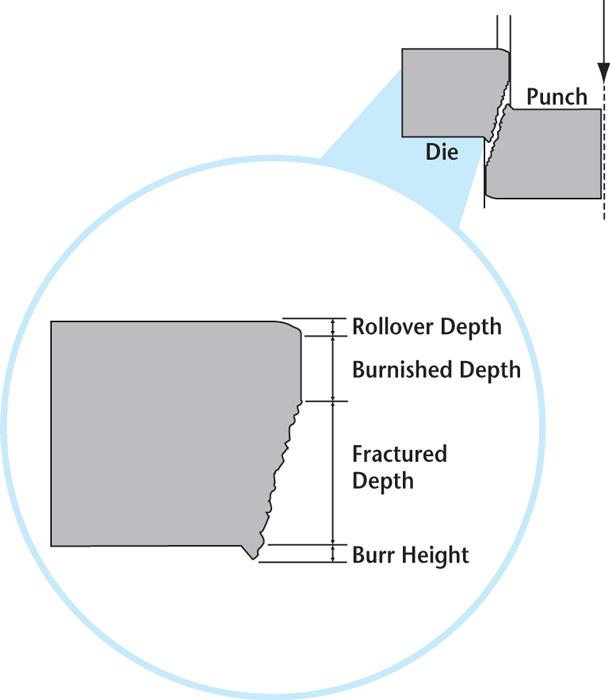
Figure 1
Shearing cuts only partway through the material thickness, to the burnished depth, which varies depending on the material’s tensile strength. The remaining thickness tears away and tapers back.
Question: I work for a large bridge fabricator, and I was reading an article of yours on air forming that refers to the 20 percent rule to figure a radius. I found it very interesting, but we bend thicker steel than what the formulas use. Will this method work on 1⁄2-in. steel and 4- and 6-in. V-die openings?
Answer: Yes, it should hold true regardless of thickness. The rule is more about the relationships between the die opening and the material properties, including its thickness and tensile strength. Still, a V die may not be your best option.
Over the years I have visited many steel building and bridge construction companies. I understand that many work with tolerances far looser than those usually applied to light-gauge precision parts, holding ±1⁄16 to 1⁄4 in. for construction parts as opposed to ±0.010 to 0.030 in. found in the average precision sheet metal shop.
I am always surprised to find that a large number of construction shops do not take advantage of precision forming practices. They instead bend the part first, then cut it to size and add features such as holes and cutouts. Not only is this wasteful from a materials standpoint, but also time-consuming and expensive from a labor perspective. It’s wasteful because there is no reason why the part can’t be laid out and cut in the flat, complete with features, and then formed, all while holding those forms to plus or minus a few thousandths of an inch.
Why the loose tolerances for construction? In part it goes back to when most parts were sheared to size, and in many places they still are. As you are most likely aware, the shearing process cuts only partway through the material thickness (see Figure 1). This is the shear, cut, or burnish; its size depends on the material’s tensile strength, usually between 30 and 60 percent of the thickness. The remainder is torn away, causing the cut edge to taper, quite dramatically in some cases. This means that any gauging from the edge is likely to be inconsistent at best. It also makes it difficult to get the flat dimensions correct and place the holes and features in the part before forming. Poor edge quality also is common for torch- and plasma-cut parts.
Laser, high-definition plasma, and waterjet machines, now quite common, produce nice edges that run perpendicular to the surfaces of the sheet or plate (see Figure 2). This square edge changes everything. It makes proper gauging possible, so holding parts to a tight tolerance is easy. With a square edge, you’ve eliminated the biggest hurdle to maintaining precision and quality in plate parts.
The 20 Percent Rule and V Dies
The 20 percent rule states that, when air forming, the material radius will be a certain percentage of the die opening. The “20 percent” is a title only; the actual percentage you use will vary. I’m not sure when the original observations for this rule were made, but the concept has been around for a while. Most important, it works. With a little research you will be able to figure out the exact percentage for your materials.
The baseline for the 20 percent rule is in fact AISI 1020 (ASTM A36), 60-KSI-tensile material. The rule states that for our baseline material, percentage values range from 15 to 17 percent. There are just too many minor variables to be more precise, at least in the beginning. However, if you purchase from the same service center consistently, you’ll probably find that the percentage may be different from nominal, but it will remain constant.
V Dies and Springback in Plate
As stated previously, V dies over a certain size may not be the best option for your situation for several reasons. The “certain size” will vary depending on the material type, thickness, and the upper punch nose radius. What is in doubt is how to deal with springback. If you use traditional planed-style tooling, you are more than likely working with dies having a 90-degree profile. A 90-degree V die has no way to deal with springback.
I would be willing to bet that you also have more than one large-radius punch made from a piece of tubing or pipe. In fact, I’ll bet you have several. But let’s think about that for a moment: What is the punch angle of a round punch? That’s right, it’s 90 degrees (see Figure 3). The die is 90 degrees and so is the punch. But the bend angle springs back at least 2 degrees after the punch releases forming pressure; how do you compensate for that springback?

Figure 2
Laser cutting machines, along with waterjet and high-definition plasma machines, cut plate and leave a square edge.
The answer is you can’t, except with brute force, with operators manually muscling the material to the proper bend angle, or by coining the bend, which ruins the material’s integrity. This means that achieving bends close to or beyond 90 degrees isn’t really possible in a single stroke.
This leaves us thinking that perhaps the traditional V die is not the best choice, at least for single-stroke bends that are close to or greater than 90 degrees complementary. Even if you are using large precision-ground, relieved V dies, you still have multibreakage (see Figure 4). This is where the material separates from the punch nose in bends that exceed 90 degrees of bend angle complementary. Multibreakage creates an ever-shrinking inside radius as the bend angle that’s necessary to compensate for springback increases. This can present particular challenges when working with high-strength steels.
V dies of any style are fine when bumping large-radius bends with multiple hits, either in different locations or rehitting on the same bend line. Although it’s not easy (but not impossible) to maintain consistency, rehitting does tend to relieve some springback that otherwise would have to be dealt with. V dies also work well for bends less the 90 degrees complementary.
Channel and Adjustable Channel Dies
That leads us to wonder, if V dies are out of the question, what die profile should we use? You may have the best results using a fixed-width or adjustable channel die.
For bends less than 90 degrees complementary, a channel die performs in the manner as all dies do. But once the bend angle becomes greater than 90 degrees complementary, the channel die becomes more of a wiping tool. This is important, because the wiping process exerts enough drag on the workpiece to cause the material to conform to the punch nose radius. This eliminates the multibreakage phenomenon on bends greater than 90 degrees complementary and allows you to form bends that require significant springback compensation.
Adjustable channel dies come in two styles. The difference is on the top corners of the die, which have either hardened steel inserts or hardened steel rollers. Obviously, dies with rollers give you a smoother bending operation and produce parts with fewer die marks. Nonetheless, both serve adequately as the openings are infinitely adjustable. This reduces the need for the variety of openings necessary with V or fixed channel dies.
Effects of the Punch Nose Radius
I also have a couple of musings on selecting a punch nose radius. First, for the best results in bends produced in a single stroke, try using a punch nose radius that is as close as possible, but does not exceed, the inside radius being produced in the part, as calculated using the 20 percent rule.
Second, in all bends, make sure the punch’s nose radius and length provide enough land area to distribute the forming load so as not to crease the surface of the material at the pinch point. (For more on this, you can review the April, May, and June 2015 and November 2016 Bending Basics columns, archived at www.thefabricator.com.)
Why So Serious?
Why all the focus on the die and punch? Because, if you know how the inside radius of a part is created, you can calculate the inside radius and use that information to calculate the correct bend allowance, outside setback, and bend deduction for the workpiece.
I know some of you are thinking this is all just a bunch of bull. “Remove a material thickness for each bend and call it good. We’ll reshear to size and drill the holes later.” But that’s such a waste. Just because the material is plate doesn’t mean that it can’t be precise and require less effort and fewer man-hours. Your parts can be laser- or waterjet-cut exactly to size with the holes and features in place before forming begins. In the end, you will produce parts to a tolerance of a few thousandths of an inch on the first try—no reworking, reshearing, or drilling necessary.
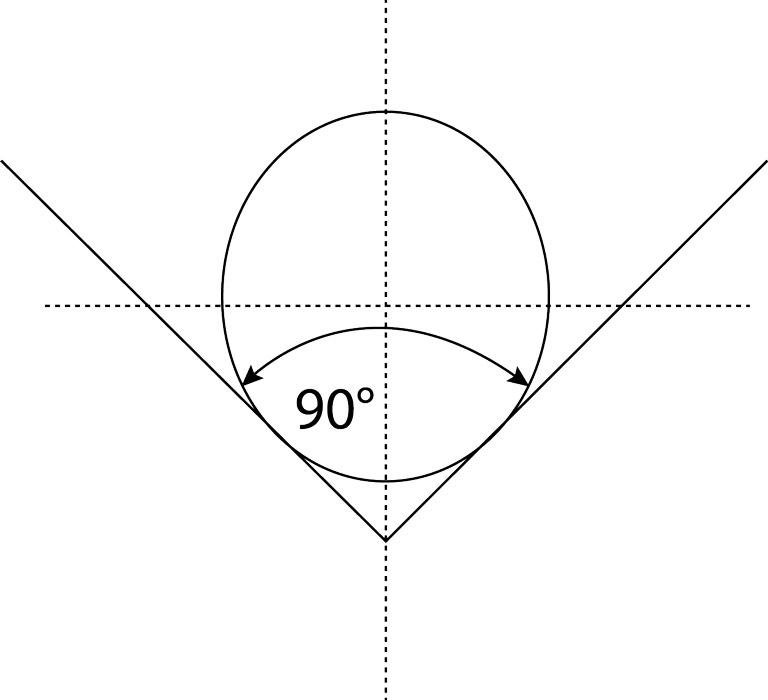
Figure 3
The angle of a conventional round punch is 90 degrees.
Just a Matter of Scale
Do the rules of precision fabrication apply to you? Certainly they do, even more so today as high-strength steels become more prevalent in construction.
HVAC operations have been making the transition to precision fabrication for several years. Why shouldn’t the boat, bridge, and steel construction industries also apply the rules of precision manufacturing? After all, it’s really only a matter of scale.
Steve Benson is a member and former chair of the Precision Sheet Metal Technology Council of the Fabricators & Manufacturers Association International®. He is the president of ASMA LLC, steve@theartofpressbrake.com. Benson also conducts FMA’s Precision Press Brake Certificate Program, which is held at locations across the country. For more information, visit www.fmanet.org/training, or call 888-394-4362. For more information on bending, check out Benson’s book, theArtofPressBrake: the Digital Handbook for Precision Sheet Metal Fabrication, ©2014, available at www.theartofpressbrake.com. Steve Benson’s latest book on press brake bending, published by FMA, will be available soon.
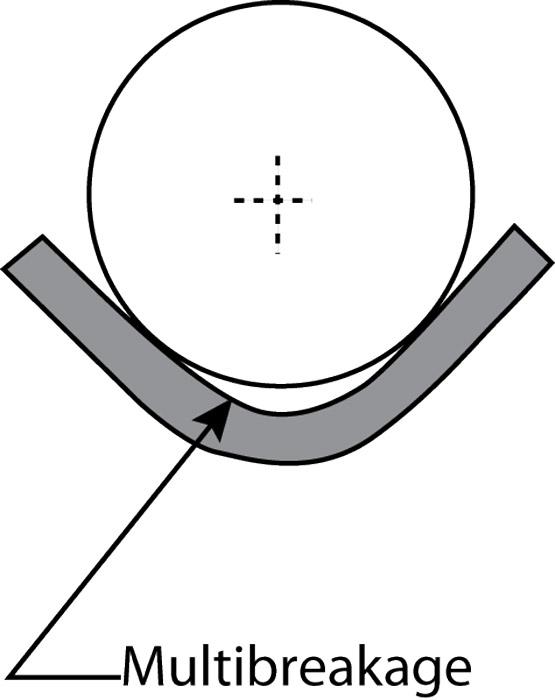
Figure 4
The multibreakage phenomenon is the leading radius created when bending material past 90-degrees complementary.
About the Author

About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




