















Contributing Writer
Editor's Note: "Setting Up Progressive Dies" is a two-part article. Part I discusses press and die cleanness, die alignment, clamping procedures, and preliminary shut height calibration. Part II discusses the process for getting metal into the die, setting the pitch, feed release, and other factors and procedures for successful progressive-die setup.
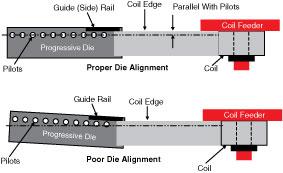 |
| Figure 1 The centerline of the pilots in the progressive dies must run parallel to the coil feed direction. |
Most damage to progressive dies takes place during the die setup process: Half-cuts and -forms are made, causing the die to misalign and shear; start-up scrap often is left in the die, causing double metal to be introduced into the tool; pressure, stripper, and draw pads often are half-loaded and unbalanced. The list goes on and on. Establishing a good progressive-die setup procedure is critical to a stamping company's success.
Progressive dies often are manufactured to tolerances less than 0.0005 inch. For the die to function properly, both the top and bottom of the die must be cleaned and freed of debris such as dirt, slugs, grease, and oil. In addition, both the bolster plate and ram of the press must be cleaned. Running a flat file along the bottom and the top of the die removes any high spots that may have resulted from previous dirty die setup.
The centerline of the pilots in the progressive dies must run parallel with the coil feed direction. It also is important to make sure that the edge of the coil is in alignment with the side rail of the die. Incorrect setting of these items can result in an inability to feed the die smoothly (see Figure 1).
Proper die alignment can be ensured in several ways. One is to key the die to the bolster plate. Keyways are precision square cutouts that are machined into both ends of the lower die shoe and the bolster plate. Small blocks of precisely machined steel called keys are fit in both the die and bolster, aligning the die. Other methods are positive stops and locator pins (see Figure 2). Regardless of the method used, the die must be parallel to the coil feeder.
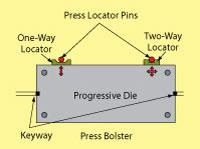 |
| Figure 2 Keyways are precision square cutouts that are machined into both ends of the lower die shoe and the bolster plate. |
Before lowering the ram of the press, make sure that the shut height is greater than the thickness of the die. Avoid setting the shut height of the press to the die's final or finished shut height. Numerous CNC press systems are available that automatically set the press's final shut height. However, keep in mind that a die's finished shut height is calibrated when the die is fully loaded with sheet metal.
The process of cutting and forming metal requires a great deal of tonnage. This additional tonnage can cause the press to deflect and open up, especially if it is an older, worn press. Setting the press's shut height to the finished die height without having the die fully loaded simply results in applying the additional tonnage to the setup blocks (often called stop blocks). Excessive force applied to the blocks will crush them into the surface of the die sets.
 |
| Figure 3 If you can feel footprints or steps in the die shoes where the stop blocks have been hitting, chances are you can no longer use them for calibrating the tool's shut height. |
Setup blocks are precision-ground blocks that serve to give the die setup technician a way to check, calibrate, and adjust the shut height of the press. They also can serve as a way to check the ram parallelism.
A crushed, deformed stop block is useless for calibration. If you can feel footprints or steps in the die shoes where the stop blocks have been hitting, chances are you can no longer use them for calibrating the tool's shut height (see Figure 3).
A simple solution is to keep the bottom surface of the upper die shoe 0.020 inch or more off the stop blocks during the initial setup. Final calibration of the shut height can be adjusted later after the die is fully loaded.
With the die nearly closed, fasten all bolts and clamps. Double-check the fasteners to ensure that all of them are tight. Don't make assumptions. Use all of the clamping slots provided.
If you are using toe clamps, make sure that the clamping pressure is applied to the die shoe and not the leverage block. This can be done by checking that the leverage blocks are slightly higher that the height of the top of the die shoes.
 |
| Figure 4 Die blocks usually feature a precision-ground groove between 0.030 and 0.050 in. deep. Groove depth should be uniform for all the blocks. |
Avoid using numerous blocks to create your clamping/leverage blocks. If you are using hydraulic clamps, make sure they're working properly.
Most dies have two to four setup blocks. The blocks usually feature a precision-ground groove between 0.030 and 0.050 in. deep (see Figure 4). Groove depth should be uniform for all the blocks.
A small piece of solder or lead is placed in the groove, and the press is cycled. Assuming your blocks have not been crushed, the thickness of the lead can be measured easily.
Most dies should be calibrated for shut height when the die is 0.001 to 0.002 in. from hitting the setup blocks. So, for instance, if the lead measures 0.067 in. and the groove in the setup block is 0.050 in. deep, you have to lower the press ram 0.015 in. to stay 0.002 in. from the blocks.
Keep in mind that this is a secondary procedure, and final shut height calibration must take place with the die fully loaded.
Don't take die alignment and clamping for granted; they are critical parts of the die setup procedure. One mistake and you are out of business.
Until next time ... best of luck!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





