















Contributing Writer
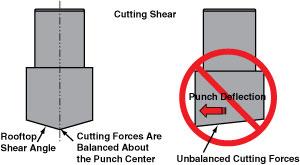
Figure 1: A rooftop-style cutting shear is desirable; an unbalanced shear angle can cause the punch to deflect upon contact with the metal.
Editor's Note: This is Part II of a three-part series that discusses the numerous factors that contribute to punch breakage and solutions to each problem. Part I, which appeared in the December issue of STAMPING Journal, discussed the typical causes of premature failure. Part III, which will appear in the February issue, will discuss how tool steel selection, heat treating, and the press affect punch breakage.
Author's Note: Wow, I can't believe it's 2007 already. Where did 2006 go? I hope 2006 was prosperous for you, and I wish you the best for this year. So much has changed in the stamping and die building industry, I am sometimes afraid to blink for fear that I might miss something. Anyway, it's an exciting adventure and I, for one, am glad I'm part of it. I am looking forward to authoring the Die Science column for 2007. Thanks for reading STAMPING Journal.
Cutting shear is the angularity that is ground on cutting sections, punches, and lower sections. This angularity creates a scissorlike action during the metal cutting process. A proper shear angle ground on a cutting section also reduces the force needed to cut the metal, and helps reduce punch breakage that can result.
The geometry of your shear angles is very important. When grinding punches that are symmetrical or round, be sure to balance the cutting shear with respect to the center of the punch. Doing so will balance the cutting forces and help to keep the punch concentric to the lower die opening, or matrix.
A rooftop-style cutting shear is desirable; an unbalanced shear angle can cause the punch to deflect upon contact with the metal (see Figure 1). Too much deflection can cause the punch to break or interfere with the lower cutting sections.
The amount of shear is a judgment based on the size of the punch, the metal type, and the metal thickness. A good rule of thumb is no less than one-third or more than two times the metal's thickness. Cutting shear can reduce the tonnage needed to two-thirds of that needed without shear. Excessive shear angles do very little to reduce the cutting tonnage, however.
The retainer holds and secures the punch to the die shoe. It can be either custom-made or off-the-shelf. Regardless of the style, you'll need to pay close attention to a few factors in the retainer design and build process to prevent punch breakage.
Backing Plates. Backing plates commonly are used on both commercial and custom retainers. The function of the backing plate is to support the punch and keep it from penetrating into the die shoe upon impact. The backing plate must adsorb the punch impact adequately without breaking, permanently deforming, or severely deflecting.
Backing plates that are made of high-hardness, extreme-wear tool steel often are poor candidates. This is because they usually have lower toughness and do not have the ability to adsorb or dissipate the shock. Softer and tougher tool steels such as S-7 are good candidates for backing plates. Regardless of which tool steel you use for the backing plate, it is generally good practice to harden the plate to about a 45 to 50 Rockwell hardness C.
Ball Lock Punch Retainers. Ball lock punch retainers are available from numerous commercial suppliers. They allow for quick punch installation and removal. The punch is retained by a spring-loaded ball bearing that seats itself in a special groove machined in the punch called a ball seat or teardrop. This ball seat also properly aligns the punch with respect to the matrix.
Periodic inspection and replacement of the spring is a critical part of a good die maintenance procedure. A broken or fatigued spring can result in the punch falling out of the retainer, as well as damage to the die and the retainer itself.
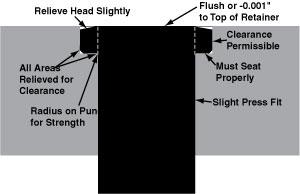
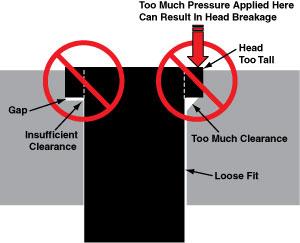
Header-style Punches and Retainers. Headed-style punches often are used to help reduce tooling costs. They also are commonly used in applications with high cutting forces. The fit of the header punch into the retainer is critical in these applications, especially when cutting high-tensile, thick material. Figure 2 shows a proper head fit; Figure 3 shows a poor head fit.
Until next time ... best of luck!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}