















Arc Welding Manager

Figure 1: Unlike sheet metal and plate, most of which are flat and require straight 2-D welds, tube and pipe have an endless variety of shapes, diameters, and joint configurations. Each application has a unique welding path and therefore provides a challenge to robot programmers.
Until recently automated welding technology for tube and pipe applications was falling significantly short of the technology deployed for welding sheet metal. Today the evolution and advancements in tactile sensing systems, automated arc welding controls, and software for tube and pipe welding are helping to close that gap.
Robotic welding of pipe has been around for more than 30 years. Robotics gained a foothold because they can work in environments that are hot, toxic, or otherwise dangerous, and they have other aptitudes, such as the ability to weld steadily in positions that would be awkward or difficult for humans. Also, robotic welding can achieve a deposition rate 3 to 5 times greater than manual welding.
Quality is an underestimated byproduct of robotics. A robot’s long reach reduces the number of process starts and stops, and its consistent motion provides consistent welds; these capabilities reduce the potential for defects and rework. Likewise, robotic welding can reduce the thermal impact to the joint and parent metal, producing better metallurgical properties and reducing (or eliminating) the need for thermal postweld treatments.
Many sheet metal and plate applications require straight welds, so programming a robot isn’t necessarily difficult. By contrast, most tube and pipe products are round and therefore require curved welds, and the variety of diameters makes the programming is a bit more challenging (see Figure 1).
Various hardware and software developments have helped address, and overcome, many of the challenges associated with tube and pipe weldments.
Sensors and Sensing Systems. Tactile sensing systems enable pipe profiles and joints to be defined economically for small-batch production, including single pieces (see Figure 2). Fast-acting, welding-immune proximity sensors enhance the ability to search for joints. A tactile sensor and a proximity sensor in combination allow the robot to quickly find the start position of a weld or cut.
Some robotic tactile sensing systems use voltage to register positions in space. The voltage is applied to the gas nozzle or the welding wire. Touchdown onto a part shorts out the voltage, allowing the robot controller to recognize the start of a joint, measure the volume of a joint, and move parts or complete program routines. Voltages range between 40 and 200 VDC; the high end of the voltage range enables better penetration through mill scale.
One example is a bridge deck plate welded to a supporting I-beam. The I-beam is within its manufacturing tolerance, but its height variation is more than the allowed weld tolerance. A simple touchdown in the Z plane allows the controller to establish the height. Further touchdowns in the X and Y planes allow the controller to deduce the corner of the plate for the start of the weld.
Through-the-Arc Tracking. Through-the-arc tracking has evolved considerably in recent years and now is widespread in robotic applications. After the robot has identified the starting point, the controller turns on the tracking feature.
Through-the-arc tracking has three main functions. First, it can be used to track the joint along a path that deviates either by geometry or thermal influence. For example, if programmers program the start and stop points of a weld on a 12-in.-long curve, the welding unit will terrain-follow the joint. This data also can be used for offsets on the next weld pass. Second, through-the-arc tracking can measure the joint width on-the-fly and adjust the wire speed, travel speed, weave width, voltage, and current to compensate for joint width variations. Third, some tracking systems can use these attributes to control the path for plasma cutting. One example is cutting a pipe for a T joint.
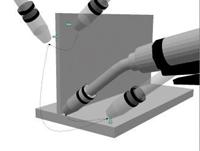
Figure 2: A tactile sensing system verifies the locations of major features, which serves to validate the program’s instructions before the robot starts the weld.
After a programmer teaches the robot the path points, the system maintains a consistent torch height. The data can be used for the weld procedure on the same robot after a tool change or a separate robot cell.
Software. New offline software can emulate and simulate scenarios for robotic weld procedures. An ABB program installs a robot controller to a PC, which increases the reliability and accuracy of the output. Programming offline produces all the path, logic, and process instructions for individual parts. It also allows production to continue uninterrupted while programmers develop new programs.
New Processes. The pipe industry continues to experiment with exotic materials, new joint designs, and extremes in wall thickness. Some processes have been developed specifically for robotics, such as modified gas metal arc welding and CMT™ (Cold Metal Transfer, a Fronius process), and are good for thin materials. RMD™ (Regulated Metal Deposition, created by Miller Electric Manufacturing Co.), laser systems, and laser hybrid systems open up even more manufacturing capabilities, as do the use of solid wire and combinations of dissimilar solid wires.
Several short case studies, two concerning welding and one that discusses cutting and welding, illustrate recent progress made with robotics in tube fabrication applications.
Submerged Arc Welding. American Cast Iron Pipe Co. (ACIPCO) recently asked Wolf Robotics LLC to develop a robot to perform submerged arc welding (SAW). ACIPCO manufactures fittings for the water and power industries and welds a variety of tube and pipe sizes. It inquired about a system to place a large bead on the end of each pipe so that when they were fitted together they would lock in place. ACIPCO’s previous method was cementing the ends together.
Wolf developed a manufacturing cell that uses two side-by-side robots mounted with SAW pipe-sensing heads (see Figure 3). The sensing system is especially important to search for the seam and to ensure an accurate weld path in this multipass application. A further benefit is that the cell includes a flux recovery vacuum system, which has reduced flux consumption. Previously the company discarded tons of flux annually.
Perfect Cuts for Imperfect Parts. The old adage “You can’t fit a square peg into a round hole" alludes to a problem fabricators often face when cutting a hole in a metal plate before joining it to an imperfect structural shape. Some deviation between a part’s print and its actual shape is quite common, which has made automated hole cutting unrealistic; therefore, most fabricators rely on a manual process for this type of application.
To address this problem, ARC Specialties developed Cut-to-Fit™ Technology, which uses through-the-torch sensing to measure the geometry of any imperfect tube or structural shape. The system then generates a modified torch path to fit the measured geometry. The robot can cut a custom-fitted opening in a base plate with a plasma torch; switch to a pulsed GMAW torch at a tool-changing station; and then perform a full-penetration, two-sided weld fitted to the geometry of the structural shape (see Figure 4).
Hybrid Laser-Arc Welding (HLAW). BMT Fleet Technology Ltd., Applied Thermal Sciences, and ESAB Automation have developed a system for large-diameter, high-strength pipework for both onshore and offshore applications (see Figure 5).
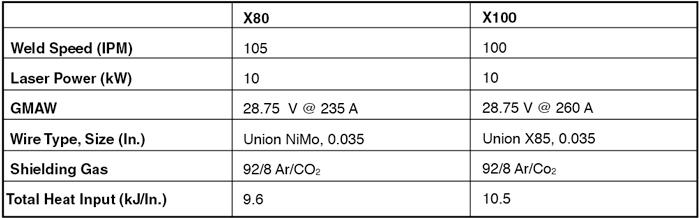
The welding cost is a major factor in large-diameter pipe manufacturing. HLAW addresses this issue head-on. The robotic system provides the platform to carry out high-speed root passes (approximately 2 IPS); laser-assisted GMAW provides the fill and cap passes and single-pass complete joint penetration (approximately 1.375 IPS). Most laser welding systems require tight tolerances in joint preparation; because HLAW uses GMAW, it requires less critical joint preparation. HLAW also reduces filler metal consumption, and when equipped with a 10-kW power source, provides single-pass welding in thicknesses up to 1/2 in. and two-pass welding in thicknesses up to 13/16. The system has been used to produce pipe using X80 and X100 steels, including welding in the 5G position (see Figure 6).
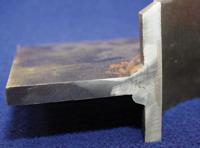
Figure 4: When equipped with the right combination of hardware and software, a modern robot can make full-penetration welds on imperfect shapes.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}