















Achieving aluminum's mass at steel's cost
Using variable-wall technology to optimize tubular structures
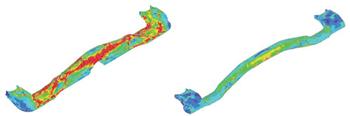
Figure 2Finite element analysis (FEA) of a conventional stamped part, left, and a similar component made with variable-wall-thickness tube, right, shows that the tubular part has fewer areas where design approaches material limits (indicated in red).
Automakers continuously strive to reduce motor vehicle mass, mainly for efficiency and environmental reasons such as improving fuel efficiency and reducing emissions. However, as they reduce vehicle weight, they must try to avoid compromising other important criteria, such as strength and energy management. They look for technologies, techniques, and processes that satisfy these various, and often conflicting, objectives.
They also must consider process and functional characteristics. If a design engineer changes a part, how will the manufacturing engineers make the new part? How will the line workers join the various parts to make assemblies? When finished, will everything work as intended?
Tubular Versus Stamped Components
Much of a vehicle's weight is in the structural frame, and most frames are made from steel. The exception is aluminum, which is used in some automobiles.
Concept |
Mass (kg) |
Weld Length (mm) |
Performance Fore/Aft Loading |
Stamped |
23.0 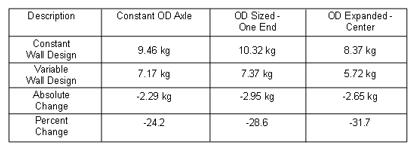
Figure 3The mass of an axle made from a variable-wall-thickness material was nearly 32 percent less than the mass of an axle made from a constant-wall-thickness material. |
4,915 |
Red scale set to 1.0 x material strength |
Tubular |
20.9 |
3,975 |
Red scale set to 1.0 x material strength |
Change |
-2.1 |
-940 |
Steel structures and components commonly are either stamped or tubular, depending on the design. Changing from a stamped to tubular design can decrease the part's mass and improve its performance (see Figure 1 and Figure 2). A drawback is that tubular components can have higher processing costs. These increased costs can be offset by raw material savings and integration savings (part count reduction with consequent elimination of related assembly costs, such as the time, materials, and labor of joining the individual components into a subassembly). In many cases, a tubular design can offer tooling cost savings also.

Figure 4In the highly formed areas, the tube is thicker (up to 2.6 mm), stronger (the ultimate tensile strength is 450 megapascals), and has more elongation (30 percent) than the balance of the tube. In the less formed sections, the tube's minimum thickness is 1.6 mm with an ultimate tensile strength of 590 megapascals and elongation of 20 percent.
Variable-Wall- Thickness Technology
Sometimes a tubular solution alone is not sufficient to optimize mass and performance. Tube commonly has a constant wall thickness, but a tubular section with a varying wall thickness gives engineers some latitude in meeting design targets by allowing them to thicken and strengthen the tube locally where required. They can add material or elevate mechanical properties where necessary without carrying a mass penalty through the entire part or compromising the integrity or functionality of the part as a whole.
Mass Reduction. Variable-wall geometry gives designers the ability to optimize mass while meeting the strength and stiffness requirements of a given part. The benefits of variable-wall technology are maximized when engineers identify prime weight reduction opportunities early in the product development cycle. By using a uniform gauge design as a baseline for analysis, engineers can increase or expand the part's thickness locally in highly stressed areas. At the same time, they can reduce material thickness elsewhere to reduce the part's total mass.
Tubes with variable wall thickness have demonstrated mass savings up to 32 percent while maintaining or improving performance. Axle housings of various geometries have proven to be an excellent application for this technology (see Figure 3).
A Case in Point. A variable-wall tube can improve a part's mechanical properties, in some cases doubling them, with an expected reduction in the material's ductility. A heat treatment that varies in intensity along the tube's length can return the material's formability and optimize localized material properties to meet part requirements.
A recent case study targeted a tubular engine cradle (see Figure 4). The goal was to create a steel cradle that met all necessary performance requirements and targeted the baseline aluminum cradle's mass. Finite element analysis (FEA) investigations demonstrated that a variable-wall tube could achieve the customer's targets for stiffness and noise, vibration, and harshness (NVH). To prevent tube splitting during bending, designers reduced the tube's strength in bend regions and maintained higher strength in the center region to maximize weight savings.
Energy Management
Changing a typical constant-thickness part to one made with a variable wall thickness can improve its performance significantly. The associated geometry and property changes can help to achieve a desired level of energy management. Changes in wall thickness at specific locations promote controlled folding of a part in a crash. This eliminates the need for conventional fold-initiating strategies, such as indentations, conical part geometry, and so on.
Furthermore, design engineers can customize the heat treatment just as they can the wall thickness. Parts of identical geometry and made from identical material may be heat-treated differently to yield different crash reactions (see Figure 5).
Nearly Unlimited Wall Thickness Variations
The wall thickness can be adjusted anywhere along the part between some predetermined minimum and maximum thickness, allowing a nearly infinite combination of thickness zones. This level of design freedom enables design engineers to fine-tune the part to achieve a desired load response.
Variable-wall technology is not limited to round cross sections—it can be used to manufacture most symmetric shapes without any postforming operations. Heat treatment adds even more versatility to these structures, imparting properties that range from those of strip to fully cold-worked steel. Finally, it can be beneficial in many nonautomotive applications as well.
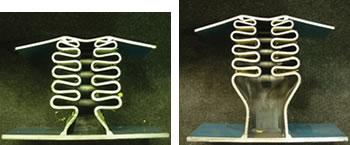
Figure 5These two components were manufactured in the same process from identical materials subjected to different heat treatments. Tests indicate crash performance is significantly influenced by part mechanical properties.
About the Authors
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
