















Fill 'er Up
Using hydroforming to manufacture one-piece gas tank filler tubes
 |
| Figure 1 Some manufacturers purchase deep-drawn stainless cups and weld them to straight sections of tubing. The tubes then are bent to the shape required by the application. |
Fuel filler tubes currently are manufactured from carbon steel tubing, which is expanded using mechanical forming techniques. The filler tube then is welded to a section of tubing that is bent to the shape required by the vehicle's design. Most filler tubes have an offset centerline and their geometry is selected to allow fuel to flow into the system in a way that prevents overflow and surges caused by trapped air. A rubber hose often connects the end of the filler tube to the fuel tank. These assemblies usually are painted or coated for corrosion resistance.
New government regulations that require zero emissions are difficult to meet with filler tube assemblies that use rubber tubing. Regulations also demand full recyclability, which also is difficult with coated and painted assemblies. These regulations are driving automakers to develop one-piece stainless steel fuel filler assemblies.
Manufacturing Stainless Steel Filler Assemblies
Automakers are specifying fuel filler assemblies made from 304 or 316 stainless steel as well as other stainless alloys.
These materials can be formed with conventional processes and tooling, but produce unacceptable levels of tool wear, which makes these processes impractical for production work. Some manufacturers purchase deep-drawn stainless cups (see Figure 1) and weld them to straight sections of tubing. The tubes then are bent to the required shape.
 |
| Figure 2 Material can be fed into the die during the pressurization cycle to reduce wall thinning, and two tubes can be formed end to end with an expanded section in the middle. |
This method, however, is not an ideal solution from a cost standpoint, because deep-drawn cups are expensive, and the weld requires additional labor and leak testing to ensure its integrity. The approach also does not address automakers' desire for one-piece construction.
Hydroforming can be a successful method for forming thin-wall stainless steels and other ductile materials without the tool wear associated with other production methods.
Full-length tubes can be hydroformed and bent to shape, which eliminates the need for multipiece construction. Material can be fed into the die during the pressurization cycle to reduce wall thinning, and two tubes can be formed end to end with an expanded section in the middle (see Figure 2).
Hydroforming Challenges
A typical hydroforming press is large, and its press bed must accommodate the tooling for the largest formed part (see Figure 3). The press also must provide enough clamp force to react to the hydroforming pressure acting on the cross-sectional area of the part being formed.
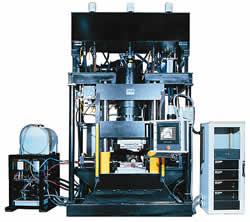 |
| Figure 3 A typical hydroforming press is large, and its press bed must accommodate the tooling for the largest formed part. |
For example, a tube 1 inch in diameter and 100 in. in length hydroformed at 10,000 pounds per square inch (PSI) requires a press with a clamp force of 1,000,000 lbs., or 500 tons.
Hydroforming presses also are complex. The application requires servo control of four hydraulic actuator channels: the press clamp, two feed-sealing actuators, and a pressure intensifier.
The size and complexity of hydroforming presses aside, the process is suitable for this application, but the feed and pressure cycles must be controlled carefully. Hydroforming complex, thin-walled parts require a careful balance between too little feed, which produces splitting, and too much feed, which produces wrinkling (see Figure 4).
Asymmetrical cross sections can be problematic in manufacturing parts that require axial feeding during hydroforming. A rudimentary analysis of an offset filler tube indicates that opposite sides of the part are of unequal length. When material is fed during hydroforming, less material is required on the short side of the part than on its long side. If material is fed at a fast rate to prevent splitting on the long side, it produces wrinkling on the short side.
 |
| Figure 4 Too little feed produces splitting (top), and too much feed produces wrinkling (middle). Achieving the optimum balance produces parts without these imperfections (bottom). |
Hydroforming Process Development
A die was designed and manufactured to the net shape of the part to be produced. Docking rods were designed to seal high-pressure fluid inside the tube and provide end feeding.
The tube selected was 304 stainless steel. It measured 1.067 in. OD and had a wall thickness of 0.035 in. Experimentation with various combinations of feed length and pressure ramps was performed, and the resulting parts were examined to find the combination that produced parts of correct geometry.
The first problem encountered was that as the tube expanded, the pressure required to form it decreased. This is predictable by examining the equation:
- Hoop stress = Pressure x Diameter / 2 x Thickness
The pressure should be reduced as the tube expands to prevent hoop stress from exceeding the material's ultimate strength. This pressure is difficult to estimate because the effect of work hardening can increase a material's yield strength as it is elongated.
The asymmetrical cross section meant that the part needed more material feed to one side than the other.
Many parts failed before a reliable process was developed, which would allow parts to be hydroformed without requiring an intermediate annealing step.
Final Process
 |
| Figure 5 To be reliable enough for production work, it is necessary to form the part to an intermediate shape. |
Using the volume control mode overcame the problem of predicting the pressure profile required to compensate for work hardening without overpressurizing the part.
Feeding water to the part at a constant volume allowed the pressure to increase and decrease as required to expand the material (see Figure 5). Forming the parts with the same volume and end feed produced consistent parts and eliminated the need for an intermediate annealing step.
 |
| Figure 6 The material is formed in volume control until it is in contact with the die wall, at which time the pressure is ramped to 10,000 PSI to calibrate the corner radii and to prevent springback. |
During the hydroforming process, the pressure was ramped up over a period of several seconds. Once the material was in contact with the die wall and fully supported, the pressure was ramped to 10,000 PSI to prevent springback and to calibrate the corner radii (see Figure 6).
Future Developments
Currently prototyping of concentric filler tube cross sections and other materials is being conducted to optimize the hydroforming process for this application.
Tom Driggers is president and CEO of Interlaken Technology Corp., 7600 Golden Triangle Drive, Eden Prairie, MN 55344, 952-942-7499, fax 952-942-7599, sales@interlaken.com, www.interlaken.com. Interlaken Technology Corp. is a manufacturer of both production andresearch hydroforming press equipment.
About the Author
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
