















AWS CWI, CWE, NDE Level III
Figure 1
Cost-cutting is a major concern in today’s economy. Cutting costs while improving a product can be achieved in many ways, including welding.
Welding is a key process for rebuilding and improving parts and equipment in nearly every industry. Sometimes a piece of equipment appears to be useless because it is too old and considered obsolete. Welding often can make equipment usable for several more years. It also can be used to improve a product through innovation.
Many relatively new alloys make restoration a viable choice for older parts and equipment. Aluminum bronze (CuAl) is an alloy that has been around for several years. This copper and aluminum alloy can be used to restore and improve almost any weldable metal. It may appear to be expensive at first look, but it may save money in the long run.
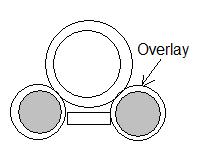
One of the best examples of appropriate CuAl use is the overlaying of a sheave (Figure 1) that is used with steel cable. It is not well-known that an aluminum bronze wire is available in the hardness range of 300 to 350 Brinell. If you coat a sheave or cable drum with this material, it not only increases the life of the sheave, but also the cable.
In one instance, a mile-long conveyor system moved coal across a mountain from the mine to the cleaning plant. This conveyor had 412 sheaves that ran against a 2-in.-thick cable. The terrain was very rough and steep, and sheaves were being replaced at 6-month intervals. Although the cost of the cast steel sheave was great, the lost production time and the man-hours required to replace the sheaves were extremely high.
An experienced sales engineer who worked for a well-known producer and seller of aluminum bronze welding alloys asked for an opportunity to overlay two of the sheaves for experimentation. The wire he chose was 350 Brinell. Since the wire would undergo no impact and only abrasion and compression, this was the best choice. He used 65 percent argon and 35 percent helium as the shielding gas. Working with a welding supply distributor who furnished the gas metal arc welding (GMAW) pulsing equipment, the sales engineer demonstrated the technique for using the wire and taught one of the mine maintenance employees how to do it. The deposit, only 1/8 in. thick, and it was deposited only where the cable actually came in contact with the sheave. Machining the sheave was not required because the deposit was very smooth and polished with use.
At the end of the experiment’s trial period, the test sheave had almost no wear, while the cast steel sheaves had worn about 1/8 in. All the sheaves were later overlaid and the cable life increased by 200 percent, which improved the life of both the cables and sheaves and saved the company downtime and the cost of labor-hours required for replacing both parts.
This same procedure can be used for the cable drums on cranes and drill rigs. Once the 350 Brinell polishes from use, it becomes even better because of reduced friction.
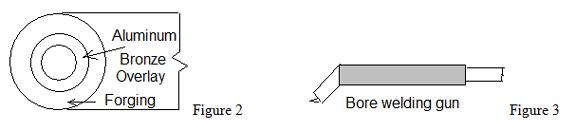
Aluminum bronze also is appropriate for bearing surfaces (Figure 2). This application has many uses. The U.S. Army Corps of Engineers uses 150 Brinell wire to create a bearing surface for the shaft that lifts huge lock-gates. The product’s excellent machinability allows for grease grooves to be machined in all directions. The thickness of this overlay is often 2 in. or more. It requires bore welding equipment with a rotating head that incorporates a GMAW gun, which is 180 degrees except on the very end (Figure 3). The very short nozzles and contact tips are the only parts that are 70 degrees from the plane of the surface. The head rotates and indexes at a predetermined location. This point can be changed to eliminate excess buildup in one area.
Because aluminum bronze is an aluminum and copper alloy, it stands to reason that it is also a better-than-average conductor of heat and electricity. For welding cylindrical objects with turning rolls, aluminum bronze is a very good choice for overlaying the metal turning rolls or replacing the rubber-tired rolls with pipe overlaid with aluminum bronze. Carbon steel rolls are not good conductors, and if the work cable is not secured on the cylinder (grounded to the roll platform) arcing occurs. Aluminum bronze minimizes this problem. It also minimizes cylinder “walking” (moving from one end or the other). The hardened factory rolls allow the cylinder to move more freely than with the aluminum bronze overlayment. The rubber-tired rolls will melt if a hot weld comes in contact with them (Figure 4).
Whether I am driving my muscle car (Figure 5) or hauling hay with my truck and towing a trailer with 130 bales or so, I like to know that I can stop at will! A 1/8-mile drag strip requires a pretty hard stop. At 100 to 110 MPH, even a lightweight Camaro’s brakes will heat up and harden the brake pads and produce a sensation like riding on ice.
A 1-ton flatbed with a 16-ft. trailer filled with hay heats up the brakes in a heartbeat, especially when descending a long West Virginia mountain. They smell just before they smoke.
A good solution to the problem is to overlay the rotors or brake drums (as the case may be) with aluminum bronze wire. As previously stated, the aluminum bronze is a good conductor of heat and electricity. The conductance of heat allows the heat to dissipate fairly rapidly. Also, the low coefficient of friction aids in minimizing the heat.
Sure, the wire is fairly expensive, but it needs to be done only once. A conventional brake rotor or drum lathe will do the machining job nicely. The finished machine surface needs to be only about 125 microinches. The pads will polish the aluminum bronze after about 500 miles of average driving. Another advantage (in addition to the heat reduction) is that the brake pads or shoes will last much longer than they can last when in contact with carbon steel forgings or castings. If the wheels are properly torqued, the rotors will not deform and should last well over 100,000 miles, even if they are abused.
Most salvage yards have lots of drums and rotors that can be purchased at scrap price. Someone somewhere could establish a business that furnishes refurbished brake parts with aluminum bronze overlay. A good marketer could make it work.
There are many other uses for this alloy, and industries possibly could find a special niche for this product. It only takes a little imagination to come up with a viable use for it in almost any industrial setting.

AWS CWI, CWE, NDE Level III
Weld Inspection & Consulting


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}