

















Contributing editor
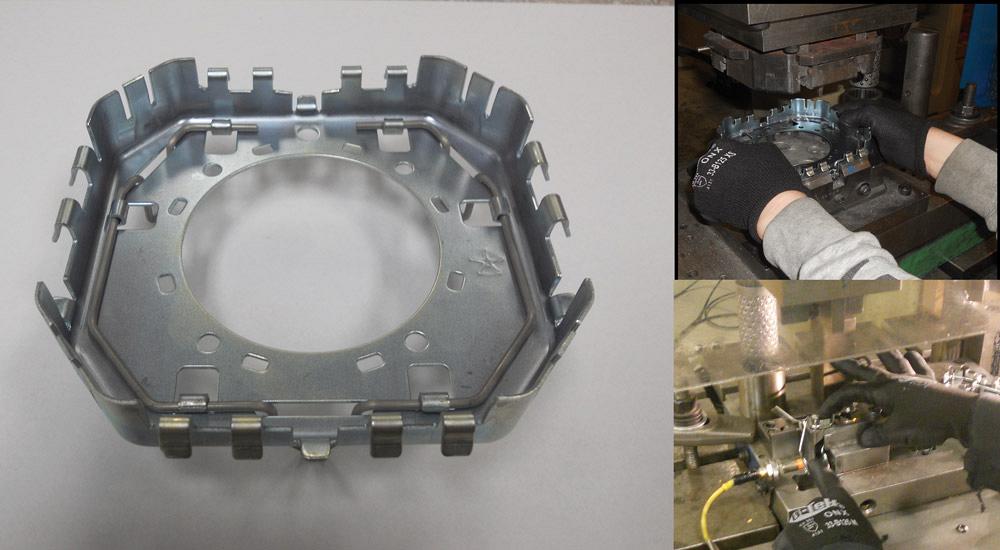
Ultraform Industries stamps the retainer assembly for the driver’s side air bag that is bolted into the steering wheel of the Dodge Ram® pickup. The manufacturer has begun stamping the 340,000-piece-a-year job on its new 440-ton servo-driven mechanical press. The four small round holes are for the fasteners that hold it in place. The prongs are crimped over in a secondary operation in assembly to retain a wire form. The air bag resides in a box and deploys through the large hole in the center.
Pulling a seat belt across your lap or putting your hands around an air bag-packed steering wheel may be one of those safety-related habits that you do so habitually and so often that you don’t really think about it. It’s only when safety fails that the topic emerges from your peripheral vision and into the high beams.
Takata’s air bag defects that resulted in injury—and worse—and led to recalls of more than 34 million vehicles in the U.S. are one of those incidents that brought vehicular safety into the headlights. That’s the kind of spotlight manufacturers don’t want shining on them.
So when Don Frattaroli, president of Ultraform Industries, sought ways to increase output of the seat belt and air bag assemblies the company manufactures, he knew that speed could not come at the expense of quality. Roughly 60 percent of Ultraform’s parts are safety parts and assemblies for OEM and Tier 1 customers.
“Quality requirements are so strict. Our customers do not want any bad parts whatsoever. Zero defects. They mean it. There’s no question about it,” Frattaroli said. Ultraform continues to strive for a no-defects record and is getting closer, he added.
Under the cost-down pressures that are standard in the automotive industry, Frattaroli and his staff explored ways to increase output while maintaining their quality goals.
“The stamping business is very, very competitive. It’s a constant battle. You can’t relax. I know of stamping companies that have to run faster and do other things to continuously reduce their part costs. But these parts we produce are safety parts. You can’t run them full throttle,” Frattaroli said.
Ultraform turned to servo press technology in an effort to increase output without jeopardizing its customers’ stringent quality requirements.
The company purchased an AIDA 400-ton servo-mechanical press and deployed it in January (see Figure 1). (In fact, it was the press AIDA showcased at FABTECH® in November 2015.)
“The main reason we got the servo press is that we can slow the stroke right before the draw,” Frattaroli said. “On our mechanical presses, we had all kinds of problems with the safety parts—edge problems … tool problems … speed problems.” Being able to decelerate the stroke into the draw, then accelerate the stroke in the nondraw part of the stroke, enables the manufacturer to meet quality requirements for flatness, edge quality, and dimensions, while actually producing more parts overall, he said.
“On this retainer assembly [see lead image], we’re actually able to run a lot faster,” said Chris Hoffman, process engineer. “Right now on the servo press, we’re running about 54 strokes per minute [SPM]. The best we could do on our mechanical press was 32 [SPM].

Figure 1
“What happens is when the ram comes down …say it’s going 32 … it gets very hot. When you crash form, you put all that friction heat into the tooling, which transfers to the part. Heat can distort the part.” So Hoffman had been slowing the stroke rate on the mechanical press to reduce friction heat.
Because the servo’s ram can be slowed at the draw stroke, it doesn’t generate as much friction heat, so the part exits cooler. The parts used to be so hot, operators had to use a mitt or gloves and let them cool before touching them. Now operators can handle them right off the press, Hoffman said.
“We get better parts just by slowing the forming. It’s a little bit backwards. To go faster, we had to slow down,” he said.
In addition, the slower velocity eliminates tool marks on the parts, Hoffman added.
Frattaroli said one of the reasons he bought the press was for its versatility. “We can do more on it than on a conventional mechanical stamping press.” He anticipates that the company will have to be working with advanced high-strength steel (AHSS) more often in the future because of its utility in the automotive industry’s lightweighting initiatives.
Restrike. One feature of the new servo press that the Ultraform staff plans to use on current and prospective AHSS parts is the restrike function. “We can restrike the part numerous times in the same station. If we can’t hold the flatness tolerance in the AHSS parts that we produce, then we can hit it again, and continue on. So it will come through, we’ll blank it, hit it, and restrike it before it goes forward. If we need to, we can hit it again,” said Engineering Manager Dan Earl.
Earl said that cost savings are inherent in the restrike capability (see Figure 2). “When we design tools specifically for the servo, we can eliminate some of the restrike stations that we would have had to build into the die. Therefore, we can have fewer stations. The die will be shorter and less expensive for the customer.
“For example, let’s say we have a particular part that has several processes—maybe it’s an 18- or 24-station tool. That drives length into your die. So with a pretty decent pitch on the part, you may be able to eliminate two, three, four, even five different stations. So now you can keep your tool costs down or use those stations for something else.”
Frattaroli said that having a less expensive tool provides a large competitive advantage.
Earl said that needing fewer stations positively affects the burden rate as well. “The burden rate on the 600-ton is more than on a 400-ton press, because you’re trying to recover your capital cost, right? So if you can build a die that fits on a 120-in. press bed, 400-ton press that normally would force you into a 600-ton press for its 144-in. bed, you’ve eliminated that burden rate on your piece cost.
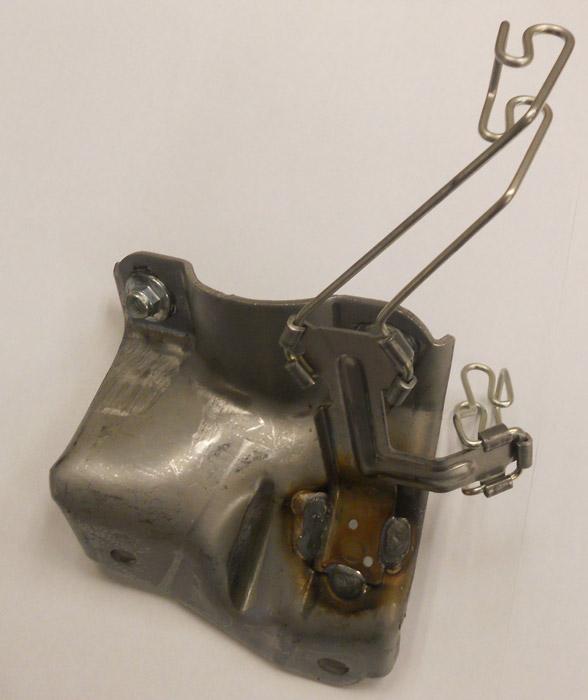
This stainless steel assembly goes on the transmission for an OEM customer. Ultraform stamps it, makes the wire forms on a CNC, and then welds it.
“So it’s twofold: You can build tools for less cost, and you can build tools that will fit in a 400-ton press instead of a 600-ton press.”
New AHSS Part. Earl said his engineering staff currently is tooling up for a 6.5-millimeter, AHSS tie-down part that will go into production in June. “It’s got quite a bit of load force,” he said. “When we first started to design it, we engineered it as a six-out tool with conventional restrike stations in it. Once we started getting into the chemistry of the material, we realized we’re not going to be able to do it that way.”
Earl said his biggest concern is the flatness callout. The material is prone to springback because of its high tensile strength. “In the servo, we hit it three times. Whatever it takes, we have to get the part where it needs to be.
“If you had to do a draw/redraw in the old days, it was one station at a time, and that drove a lot of cost. With the servo, you can draw/redraw/restrike numerous times all in the same die, or all in a two-station die.”
Stamping and forming AHSS will require a different design approach as well, including more prototyping, use of analytical tools, and other approaches to manage springback, Earl said. The parts may need secondary operations. The tooling would need compensation engineered into it. “We may have to overbend the part so when it springs back, it’s flat.” He said he uses analytical software PAM-STAMP, AutoForm, and LS DYNA to predict springback and required compensation.
Plant Manager Shari Erdmann considers the servo press as a competitive advantage, and part of the company’s fleet of machines that empower Ultraform to offer what its competitors do not. The manufacturer’s broad capacity comprises vertical forming machines, four-slide machines, and CNC wire forming, as well as eight production presses and five secondary presses. The company performs welding in-house and assembles the combination stampings and wireforms.
“We have to try to stay a step ahead of our competitors,” Erdmann said.
The in-house wireform capabilities provide a competitive edge, she said, because Ultraform can perform all of the operations there and check them immediately. That allows the manufacturer to make modifications right away if necessary, validate the zero defects, and be ready to supply the assemblies complete without intermediate storage and shipping.
The company runs the parts through verification fixtures to check dimensions. It uses vision systems to confirm that all the pieces are present and are in the right place. At least 80 percent of the safety components’ dimensions are verified in a CMM (see Figure 3).
Erdmann intends to capitalize on additional benefits of the press.
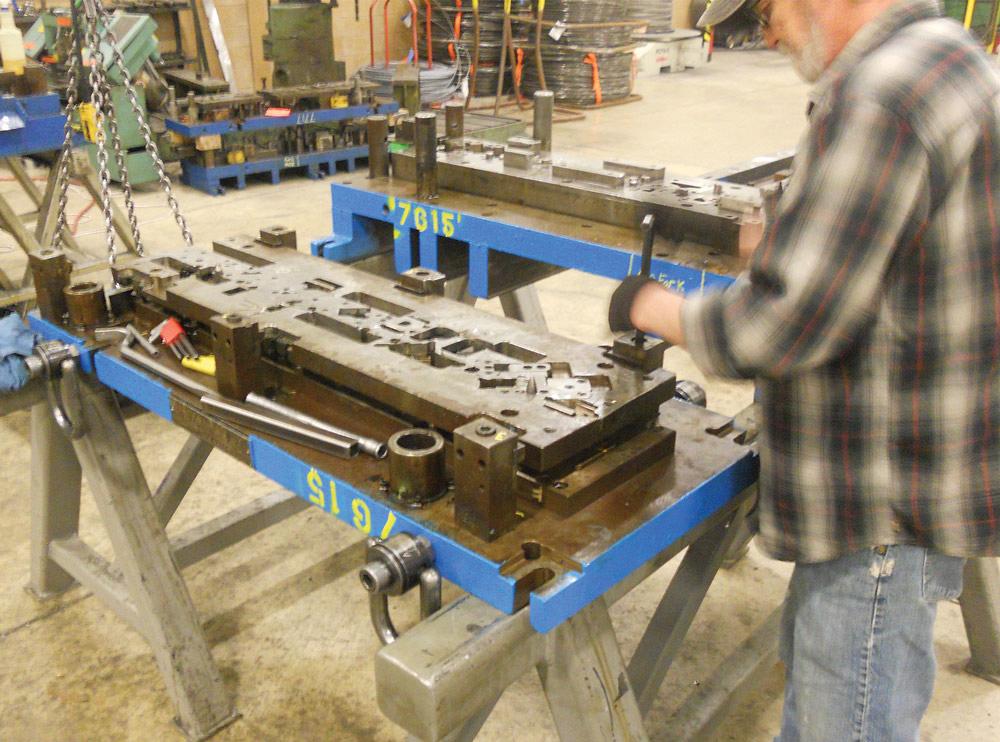
Figure 2
Because a servo press allows die designers and builders to build dies with fewer stations for
restriking, they can eliminate some stations, thereby reducing the die’s cost.
She expects being able to double the pace of production when the servo press can be used in pendulum mode.
“The typical pace would be 50 or 60 strokes per minute. But, other than the feed window, from about 182 in the cycle and back [upstroke] is wasted time. So if we focus the work between 90 and maybe 270 by just going forward and reverse, we’ll still be using the same energy at 60 strokes but getting almost two parts for one, because we don’t have that over-the-top motion.
“So even though we may be running the press at 60 strokes per minute, it’ll be pretty easy to get over 100 parts a minute,” she said.
TLC on Tooling. The parts are not the only metal that get the TLC treatment, Hoffman said, who is tracking the associated tooling wear. The lessened impact on the tooling results in less tool abrasion. “Because we’re not slamming the tooling with the servo technology, we may be up to 80,000 or 100,000 hits on the tooling, whereas in a conventional press, we may get 50,000 hits.
“It doesn’t beat up the part like we did on the mechanical press,” he explained. “It’s not as hard on the tool, and we’re getting a better part.”
Energy Reduction. Hoffman said he is tracking the servo press operations’ energy usage also. So far he has documented energy savings. Reducing energy consumption and its accompanying emissions is one of the ways Frattaroli plans to meet customers’ ISO 14001 environmental standards requirements.
The press purchase and installation weren’t entirely smooth coasting. The controls system created some sputterings and adjustments were needed. In addition, the press cost several hundred thousand dollars more than a clutch-driven mechanical press.
But Frattaroli believes that the initial challenges and additional capital expenditure will be justified, both financially and in the peace of mind of knowing that the new press helps the company produce zero-defect safety parts.
“As a customer told me, ‘Remember that your products help keep people safe.’ I always think about that.”
Ultraform Industries, 586-752-4508, donf@ultraformindustries.com, www.ultraformindustries.com
AIDA, 937-237-2382, www.aida-america.com

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...







{kind=link}