















Tube, pipe cutting equipment - Part I
Developments in sawing, waterjet cutting

An inside view of a Rattunde sawing and machining center shows tubes in several stages of processing. The part at left has just been cut in the saw portion of the machine; the part in the center has just had both ends machined simultaneously; the part at right has just had chips removed by vacuuming and its length measured.
Editor’s Note: This is the first installment in a two-part series. Part I covers developments in saws and waterjet machines. Part II deals with lasers and plasma cutting machines.
For metal fabricators that work with sheet and plate, making a cut requires heat, abrasive action, or a shearing force to sever a single thickness of material. Tube and pipe fabricators have a few more challenges. They have to cut through two walls separated by a void; too much pressure deforms the workpiece; the workpiece might be stationary or it might rotate; and if the shape to be cut is round, it’s difficult to stack the finished workpieces. That said, many equipment manufacturers specialize in providing cutting equipment for tube and pipe, and several have rolled out new machines in the past year or so.
Saws
If you think sawing is little more than clamping a tube or pipe in place and using a blade to cut it, you’re in for a surprise.
“Years ago horizontal band saws were just that—horizontal,” said David McCorry, president of Kaltenbach’s U.S. distributor, Structural Machinery Solutions. “When cutting an H channel, a horizontal blade first cuts the two flanges, then encounters the web, then cuts the other two flanges,” he explained. “A horizontal blade cuts the entire span of the web at one time. This puts the blade under enormous pressure.” Cutting square and rectangular tubing presents similar issues.
Many manufacturers later gave the blade a slight angle, a couple of degrees, which reduced the pressure on the blade and lessened the likelihood of stripping out the teeth. The goal, as McCorry described it, was to have a more consistent number of teeth in the cut. While putting the blade at a fixed angle was an improvement, it had a drawback—the angle couldn’t be adjusted for all the shape, size, and thickness variations of structural shapes, tube, and pipe.
Kaltenbach’s latest saw addresses this drawback with a new development: a variable blade angle.
“When cutting an H, the blade starts on the first flange at a pitch of 3 degrees,” McCorry said. “After the blade starts into the second flange, the pitch changes to horizontal and it cuts quickly until it reaches the web. Then it changes pitch to cut the web, then returns to horizontal to cut the other two flanges.” See Figure 1.
How does it work? It doesn’t measure blade tension or the motor’s current draw or anything like that, which would require the saw to react to changes in the cut. The machine is programmed with the parameters of every AISC structural section; this allows the saw to make changes in the blade’s cutting angle before it encounters features that would change the load on the blade.
“This protects the band, reduces the cutting time, and keeps the chip size consistent,” McCorry said. Protecting the band extends the band’s life, which improves the saw’s uptime, but the main goal was to reduce the cutting time. Kaltenbach describes the KBS 1051 DG as the world’s fastest structural band saw.
Cold saws continue to advance as well. BLM Group USA released its Multiflex cold saw, which loads, cuts, deburrs, measures, and unloads tubes automatically. It handles diameters from 5/16 in. to 3.5 in. (round) and 3/8 by 3/8 to 2 9/16 by 2 9/16 (square).
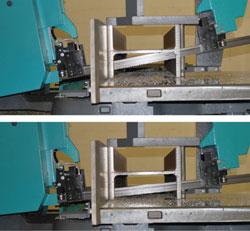
Figure 1: Varying the angle so the saw cuts at a steep angle in the web (top) and a shallow angle in the flanges (bottom) wouldn’t be possible without modern electronics and sophisticated control systems.
“The clamps are independent, so the machine can handle up to six tubes at one time,” said Marco Pagnoncelli, BLM Group’s area sales manager. “It’s a versatile machine too. It can be programmed for multiple part lengths.” The ability to cut a variety of lengths is intended to help with lean manufacturing initiatives.
Depending on the machine version, the maximum raw tube length it can accept is 21 ft. or 27.5 ft.; the maximum cut length is 9.8 ft. or 14.75 ft. Designed for small to medium runs, the machine is intended for fabrication shops and service centers that provide value-added services.
In addition to automatic unloading, the machine places the workpieces into a container for transport.
Rattunde & Co. offers a machine for fabricators interested in combining sawing capability with machining functions. Dubbed ACS®, it integrates cutting, deburring, end machining (facing and chamfering), curve machining (contouring, threading, grooving, boring, OD turning), inspection, washing, drying, and automatic packaging (see lead photo).
The smallest model is the ACS 105, which handles diameters up to 4 in. (105 mm); model 136 handles diameters up to 5 5/16 in. (136 mm); model 166 goes up to 6.5 in. (166 mm). The maximum part length the machines can make varies from 6.5 to 11.5 ft. (2 to 3.5 m).
It’s not a single system; it comes in seven distinct packages.
“If you just want to load and cut, we have a machine for that,” said Alec Banish, Rattunde’s authorized representative in the U.S. “We have machines that can load, cut, and deburr; load, cut, and chamfer; or load, cut, chamfer, and do curved machining—threading, grooving, ID and OD turning, and profiling,” he said. The machines also can be configured to wash, dry, and automatically package the finished pieces.
Like the Kaltenbach band saw, the Rattunde cold saw is programmable to handle variations in material. In the case of the Rattunde machine, the focus is on material hardness.
“It can cut the mildest of steels to any of the latest alloys—duplex stainless steels, chromium steels, boron steels, and bearing-liner steels,” Banish said. “It uses a sawing algorithm to engage the optimum number of teeth according to the maximum chip load for the material, which constantly changes during the cutting cycle. For one material, a cut might take 0.8 seconds, but for another material, it might take 3 seconds.
“We monitor blade torque, vibration, and temperature, which allows the user to create a histogram and change the input parameters to see how a change affects the process,” Banish said. “This lets the user find a balance between pushing the blade a little harder to increase the machine’s output or backing off and extending the blade’s life.”
The company offers six bundle-loading magazines. The minimum bundle length is 10 ft. The maximum is 21 ft. for model BM-6.5; the maximum length is 55 ft. for model BM-16.5.
The company also has gone to great lengths to make changeovers take as little time as possible. According to Banish, changing from one tube diameter to another with the same tool set can take as little as a minute. A complete tooling changeover takes about 10 minutes.
Waterjets
Since they were introduced nearly four decades ago, waterjets have proven to be suitable for many industries because they can cut nearly any type of material. Waterjet manufacturer OMAX made cutting tube and pipe easier when it introduced its rotary axis for waterjet cutting. Although a five-axis waterjet machine provides quite a bit of cutting flexibility, the rotary axis gives the user access to the entire outer surface of a tubular workpiece.
The rotary axis uses a variety of mounts to hold the tube or pipe: internal or external threads, flanges, and locating shoulders. The controller’s precision is 10,000 steps per revolution, or increments of 0.036 degrees; the repeatability is 0.0001 in. on 1-in.-diameter pipe.
The axis handles tube or pipe up to 24 in. diameter.
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
