















Making hands-free straight, saddle, and miter cuts
 |
Since its inception in 1969, Rovanco Piping Systems Inc., Joliet, Ill., used traditional, manual processes. Pipes were moved into and out of the work area by forklift, and pipe cutting was done with either a hand-powered mechanized torch or a hand-held torch. For straight end cuts, an operator attached a hand-powered cutting machine to the pipe. The operator then turned a hand crank that rotated an oxyacetylene torch around the pipe. For miter cuts, an equipment operator used a hand-held torch.
The company was interested in upgrading its cutting process to increase productivity. Two areas for potential improvement were how the material was handled and how it was cut. For both handling and cutting, the company needed equipment that could accommodate the pipe it cuts most frequently: carbon steel, 4 to 24 inches OD, 10-gauge through 0.750-in. wall thickness, in lengths up to 40 feet.
"We used to bring pipes into the shop and set them on stands," explained Richard Stonitsch, vice president of manufacturing for Rovanco. A forklift moved each pipe, one by one, into the work area.
Making straight cuts and machining the ends were relatively straightforward operations, but the manual cutting torch was cumbersome. Attaching and removing the torch and moving it from workpiece to workpiece were time-consuming processes. Miter cuts on larger pipes required even more time because the operator had to make a template for each cut and trace the cutting path before cutting the pipe. After the operators prepped and beveled the pipe ends, the forklift moved each pipe out of the work area.
Look Ma, No Hands!
The company mechanized its pipe cutting by purchasing a W-132-LPSM pipe cutting machine from Watts Specialties Inc. that makes straight and miter cuts on pipe up to 32 in. in diameter. It complemented the cutting machine with a combination of roller conveyors and driven rollers that Rovanco designed and built to move the pipe from the cutting machine to the prep and beveling area.
 |
In the present process a forklift picks up a pipe from storage and sets it onto a conveyor that takes the pipe to the cutting machine. An operator measures the pipe and positions a plasma torch for the cut. The machine rotates the pipe beneath the torch as the torch makes the cut, which can be either square or beveled.
After the pipe is cut, the material handling system lifts it onto a rack for finish beveling. When that step is finished, another conveyor sends the pipe to the shipping area.
Under the old system, the pipe and the operator moved around the shop. Under the new system, the pipe is moved through the shop but the operator is stationary.
Making Straight, Saddle, and Miter Cuts
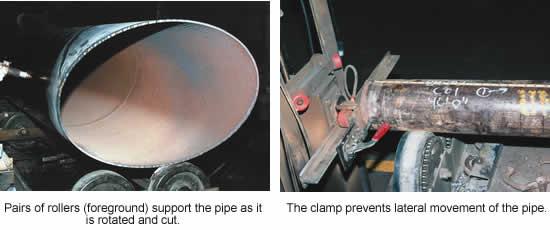
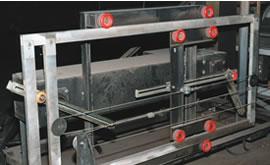
The base of the machine consists of a horizontal frame and pairs of rollers that support the pipe. The rollers aren't set in fixed positions; each pair is movable and can be positioned anywhere along the frame to support any length of pipe up to 40 ft.
 |
| The leftmost cam arm is used for miter cuts, and the rightmost cam arm is used for saddle cuts. In this application, the miter cam arm is in use and the saddle cam arm is set to the neutral position. |
An operator sets the pipe onto the rollers and secures it with a clamp at one end. The clamp cannot move from side to side, but it does rotate, allowing the pipe to rotate. The operator then uses a tape measure to mark the cut location. The operator moves the torch to the cut location and starts the machine. The machine rotates the pipe on the rollers while the plasma torch cuts it.
For saddle or miter cuts, the operator uses the machine's guiding system to move the plasma torch to the left or right as the pipe rotates.
The guiding system has two cam arms that can be adjusted to make changes in the torch's motion. To change the miter angle, the operator adjusts the length of the leftmost cam arm; to accommodate saddle variations, the operator adjusts the length of the rightmost cam arm. The manufacturer provides charts that list miter angles and saddle sizes with the corresponding arm lengths.
During the cutting process, the machine rotates the pipe and moves the guiding system simultaneously. As the pipe rotates, the torch moves right or left, producing the desired cut.
The Essence of Improvement
"The new mechanized system saves time two ways. First, for miter cuts, the operator doesn't have to make a template and trace the cutting path. The equipment operator can make changes to the guiding system in a minute or so," Stonitsch said.
"The second way is much more significant. The new system allows us to move pipe through the work area more efficiently."
"We had been looking for an automated pipe cutting system for 10 or 15 years," said Larry Stonitsch, president of the company. "We saw this machine at FABTECH® International in 2000, and we felt that the machine would increase productivity and enhance quality."
According to Stonitsch, the machine has reduced the company's cutting and beveling costs by 45 percent.
Rovanco Piping Systems Inc., 20535 S.E. Frontage Road, Joliet, IL 60431, 815-741-6700, fax 815-741-4229, marketing@rovanco.com, www.rovanco.com.
Watts Specialties Inc., 800 Fife Way, Milton, WA 98354, 253-922-1414, fax 253-922-6808, sales@watts-specialties. com, www.watts-specialties.com.
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
