















Myths in the cryogenic treatment and processing of metal
Cooling your tooling for improved wear resistance, compressive strength

The use of cold temperatures or cryogenic treatment of metal is relatively new to the manufacturing industry.
Thermal processing for metals is nothing new. Heat treating has been used for centuries to alter metals’ characteristics. Although the simplest heat treatment comprises just three steps—bringing the metal to a specified temperature, holding the temperature for a set length of time, and bringing it back to room temperature, in a precise manner under controlled conditions—these steps can beapplied in literally countless combinations. The quenching step alone has innumerable variables, including the quenchant, such as oil, water, brine, aqueous polymers, air, nitrogen, or helium; the type of agitation—none, mechanically agitated, or ultrasonically agitated; and quenchant temperature.
The heating and quenching steps are combined in specific ways to produce any of several outcomes, such as annealing, hardening, or tempering. In some cases, the intent is to change the metal through its entire cross section (through hardening); in others, the goal is to change the material at or near the surface (case hardening). The results can be changes in tensile strength, shear strength,compressive strength, ductility, toughness, and so on—essentially any mechanical property of the metal.
Although the goal of heat-treating tooling might sound simple, such as increasing the material’s compressive strength, the process results in complex changes in the metal’s structure.
How Metal’s Crystal Structure Affects the Cryogenic Process
As a metal cools from a liquid state to a solid state, the atoms arrange themselves in a specific, ordered pattern, also known as a crystal structure or crystal lattice structure. Steel’s structure commonly is cubic. A cube with nine atoms, one in each corner and one in the center, is said to have a body-centered cubic (BCC) structure (see Figure1).
A cube with 14 atoms, one in each corner and one in the center of each face of the cube, is face-centered cubic (FCC). Another structure for steel is a tetragon, which has right angles like a cube, but the sides are not equal lengths.
A low-carbon steel alloy changes from ferrite to austenite as its temperature increases, and the amount of carbon determines the temperature at which these changes occur. It doesn’t change suddenly or completely; steel transforms bit by bit, taking some time to change from primarily ferrite to primarily austenite and so on.
Imperfections in the Structure. Metal’s crystal structure is not uniform. The processes used to turn a metal into a useful form, whether by casting, forging, or rolling, introduce imperfections in the metals’ structure. Discontinuities, variations in spacing, and other imperfections are unavoidable. These problems are compounded by processes such as grinding, machining, anddrilling, which impart additional internal stresses.
Furthermore, a close examination of a cross section reveals imperfections, microvoids, and interstitials throughout the material.
“Heat treatment provides stress relief and stabilization,” said Pete Paulin, CEO of 300° Below Inc., a Decatur, Ill., company that offers cryogenic processing services. “A typical stress is imparted by welding. Some of the material is heated up to 1,600 degrees F, maybe as high as 2,000 degrees F, but material nearby is room temperature. When it cools, you have normal material [that remainedat room temperature] and a heat-affected zone. The heat-affected zone is like a crease in a sheet of paper. If a tear starts there, it propagates along the crease or that zone. Welding isn’t the only process that does this. Machining, stamping, drilling, and other metalworking processes leave unique stresses too.”
Enter the Heat-treating Furnace. Thermal treatments help to overcome these defects, getting the material closer to a symmetric, homogenous structure and reducing internal stresses. Heat treating elevates the temperature, making the atoms more mobile. It imparts enough heat to make the atoms move around again, allowing them to realign themselves. Slow cooling decreases theboundaries between grains, providing a more uniform crystal lattice. It also reduces internal stresses, thereby increasing the metal’s stability.

Figure 1: The leftmost diagram illustrates a theoretical cubic structure. Two cubic steel structures are body-centered cubic (BCC), also known as ferrite (second from left), and face-centered cubic (FCC), which is austenite (third from left). The face-centered tetragonal (FCT) structure, far right, is known as martensite. The FCT structure is about 14 percent larger than the FCC structure.
Successful heat treatment requires raising the material to the right temperature, soaking it at that temperature for the right amount of time, and cooling it appropriately.
Heat Treating and Cryogenic Processing of Tool Steel
Allowing a steel heated to its austenitizing temperature to cool slowly to room temperature would turn it into ferrite (see Figure 2). Quenching it at the martensitizing temperature prevents this; the rapid change in temperature prevents it from returning to the BCC structure. This is the goal of heat-treating tool steel.
“When you heat-treat tool steel, you’re striving for a full transformation,” said Jim Jantzi, president of New-Form Tools, Stratford, Ont. “You want to change all of the austenite to martensite,” he said. “If the temperatures are right on and the heat-treater does the draws appropriately, and everything is done correctly, most tool steels harden up to about 99.7 percent martensite,” Jantzisaid.
However, it doesn’t always go as planned.
“When heat-treating D2, you might get as little as 83 percent transformation to martensite,” Jantzi continued. “The tooling might seem OK, but it doesn’t wear as long.” The pockets of retained austenite are weak spots in the material.
“If it’s roll tooling, the friction removes that little bit of austenite, and if it’s slitter tooling, the compressive load causes fractures to appear,” Jantzi said. “Once it starts to deteriorate, it’s like a pothole in the road—continued stresses cause the hole to grow quickly.”
This is where cryogenic processing, a member of the family of thermal processes, can help.
“This is a continuation of the heat-treating process,” said Kathi Bond, founder of CryoPlus Inc., Wooster, Ohio. “Heat-treaters take the material from room temperature to a high temperature, then back to room temperature,” she said. “We take it from room temperature to -300 degrees F and back to room temperature. It’s a big curve. They start it and we finish it.”
Bond explained that the cryogenic process is actually a more sophisticated process than that, starting with raising the temperature to 200 degrees F, dropping it to -300 degrees F, then usually back to +300 degrees F, then to room temperature. The final portion is necessary to finalize the process.
“Taking it down to -300 degrees produces fresh martensite, which is brittle,” Bond said. “Taking it up to 300 degrees stabilizes it.”
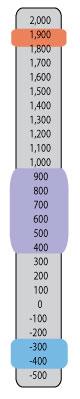
Figure 2: Conventional heat treating temperatures for AISI D2 tool steel include the austenitizing range (1,810 to 1,920 degrees F) and the martensitizing range (360 to 930 degrees F); the low end is room temperature, 72 degrees F. The full range is about 1,850 degrees. Cryogenic processing with liquid nitrogen extends this range to -300 degrees F; liquid helium takes it down to -450 degrees F.
Click on the image to see the entire range of temperatures.
This isn’t to say that +300 degrees F is the upper limit; depending on the material, it might need to be heated to +700 degrees F, according to Frederick Diekman, CEO of Controlled Thermal Processing Inc., Antioch, Ill. Regardless of the temperature range, the science behind cryogenic processing is essentially the same as the science behind conventional thermal treatments. For example, theamount of time needed for cryogenic treatment is similar to that of heat treatment, a specified time per inch of thickness, according to Jantzi.
“The cold penetrates to the core of the metal just as heat does—it’s a specific number of British thermal units [BTUs] per hour,” he said. It equates to one hour per inch of cross-sectional thickness, according to Paulin.
The cold temperatures liberate some of the elements in the steel.
“As the temperature decreases, the solubility of the elements dissolved in the matrix also decreases, and they move around in the matrix,” Diekman said. This results in a couple of subsequent processes that improve the steel. “As the metal cools, slowly, the interstitial vacancies migrate toward the grain boundaries,” Diekman said. “Also, a concentration of a single element, such asmolybdenum, becomes more dispersed. Another effect is that carbon atoms combine with any available chromium, forming carbides.”
The result is a more homogeneous, more stable, and more durable material that doesn’t need further processing down the road.
“It provides a complete metallurgical, structural change all the way through the material,” Bond said. Subsequent processing up to 1,000 degrees F doesn’t have an impact on the new structure, she said.
Furthermore, the improvement isn’t linear; converting 16 percent retained austenite to martensite provides much more than 16 percent more longevity.
“If you have two sets of tooling, both 60 Rockwell hardness, and one has made an 83 percent transformation and the other has made a 99 percent transformation, the second one will outlast the first one by 100 percent,” Jantzi said.
Harder or Tougher? One common fear is that cryogenic treatment increases the tool’s hardness, which equates to brittleness. Not so, according to Bond.
“This process doesn’t make tooling harder,” Bond said. “In fact, some customers request that I raise the tool’s hardness, but I have to turn them away.” Because the process converts just the retained austenite to martensite, it transforms a maximum of 17 percent of the material. The hardness increases about the same amount, which equates to just 1 or 2 points on the Rockwell hardness scale,Bond said.
That said, misunderstandings are common.
“Many people equate this with a physics experiment,” Paulin said. “If you dip a flower into liquid nitrogen, it will freeze instantly, and it will be so brittle that a slight impact will cause it to shatter. People also confuse it with dropping an ice cube into a cup of coffee, which causes the ice cube to crack or split. That’s due to differential heating,” he said, describing a process thatapplies too much heat too suddenly. “We do the opposite of that. We cool the surface and the core, but slowly, keeping them in equilibrium. It imparts uniform residual stresses at the surface,” he said, resulting in a more durable tool.
The misconceptions aren’t unfounded, Paulin explained.
“Untempered martensite is very hard, and very brittle,” Paulin continued. “Subsequent draws at elevated temperatures for the right amount of time temper the material, imparting a toughness that increases its durability.”
A Denser, More Stable Material. Cryogenic processing does more than convert retained austenite to martensite. Another effect is the precipitation of microfine Eta-carbides, a process that fills the microvoids in the steel.
“Imagine filling a bowl with cornflakes,” Paulin said. “You could crush the cornflakes with your fist, compressing them to the bottom of the bowl. Now take a second bowl and fill it with cornflakes. The precipitation of microfine Eta-carbides is similar to adding a pound of sugar. The sugar fills in the gaps between the cornflakes, providing quite a bit of compressive strength. It limits yourability to compress the cornflakes with your fist,” Paulin said.
“When it closes the grain structure, it fills in all the microvoids in the steel, which are the weak spots—this is where the blades would chip and break,” Bond agreed. “Eliminating the microvoids makes the tooling tougher.”
“We can actually measure the increase in carbides using a particle counter, which counts particles up to 1 micron in size,” Paulin said. “Heat-treated A2 steel typically has 30,000 particles per mm2. After cryogenic treatment, A2 typically has 83,000 particles per mm2. Closing the interstitial gaps makes the material denser, stronger, and more able to resist loading, orimpact force,” he said.
Cryogenic processing also stabilizes the material.
“When you cool it, you get thermomechanical compression; then you raise the temperature back to normal, then repeat this a couple of times. It’s like taking a brand-new rubber band and stretching it. The first pull doesn’t stretch it much, but the next several pulls stretch it more and more. Eventually it reaches a practical limit, the point at which it’s stable,” Paulin said.
Stabilizing the material is a benefit long before the tooling gets put into use, according to Diekman.
“Diemakers should cryogenically treat the tool steel before they use the wire electrodischarge machining [EDM] process,” he said. “It would stabilize the steel, reducing the movement of the metal as it heated up. It would require fewer passes, speeding up the process.”
Not a Cure-all. Cryogenic processors don’t claim to cure problems, compensate for mistakes, or restore tools and dies that have been abused. It’s an extension of the heat-treating process, but first and foremost, the heat-treating process must go as planned, according to Jantzi.
“If an oven’s thermostat failed and it didn’t reach the proper temperature, or if a fan didn’t turn on and the heat wasn’t distributed evenly in the oven, the process won’t go as it was intended,” he said. “Cryogenic processing can’t make up for that.” It likewise can’t make up for an improper quench.
Successful cryogenic processing doesn’t necessarily require special processes upstream, but it does require proper care in how the tooling is treated.
“When you’re sharpening any blanking tool, any grinding parameter, such as wheel speed or table speed, must be optimized,” Diekman said. “If you stray from the optimum parameters, you can generate enough heat in the surface of the grinding tool to burn the steel, even if it doesn’t turn blue. Grinding creates huge internal stresses and can actually crack the edges of a die, and those crackspropagate when the die is put into use.
“About 99 percent of the stresses generated by grinding are tensile stresses, and these create a huge problem in the life of the tooling,” Diekman said. “Cryogenic treatment can’t help a material that has been abusively ground.”
Who Uses Cryogenically Treated Tooling?
“This process works on any high-speed-steel tooling,” Bond said. “Any form, any type, any application.” Do all tool steels need it? According to Jantzi, several tool steels respond well to heat treatment, achieving a nearly complete transformation to martensite. However, D2 is an example of a tool steel that often doesn’t, and can be improved through cryogenic treatment.
“D2 has 12.5 percent chromium,” Jantzi said. “When carbon atoms attach to the chromium atoms, the result is an impediment to a full martensitic transformation. It can be done successfully, but the heat-treater has to follow the specified procedure to the letter.”
Although the cryogenic process often is met with skepticism, it has been embraced for many applications.
“When it comes to slitters, cryogenic processing is very appropriate, because the tools need a lot of compressive strength,” Jantzi said. “It might take 50,000 pounds of pressure to shear steel, and if there is some soft austenitic material on the slitter blade, it can’t withstand the pressure and it gives way to a chip.” Toll processors and others who do a lot of slitting have recognized theprocess’s capabilities and have embraced technology, Jantzi said.
Bond noted that many lumber mills rely on this process. Orders for chipper knives come in so regularly that Bond plans ahead.
“We stock cryogenically treated chipper knives in five key sizes,” Bond said.
The process also has found other useful niches beyond tooling.
Gun Barrels. Although a gun barrel doesn’t appear to change while it is in use, quite a bit happens as heat builds up from repeated firing. Although it isn’t noticeable, the dimensions change.
“After a gun barrel is cryogenically treated, the size still changes as the barrel heats up, but the dimensions change more uniformly both axially and linearly,” Paulin said. “Also, every shot causes a slight whip, but after cryogenic treatment, the whip action is much more coherent, or uniform. The action is more sinusoidal. We have also been told that the barrels are easier to clean and themuzzle velocity increases after cryogenic treatment. These changes are due to the refinement in grain structure, which results in a smoother surface,” he said.
Brake Rotors. Automobiles that get a lot of severe use, such as ambulances, police cars, and taxi cabs, go through brake rotors in a hurry. In some cases, they last less than 5,000 miles.
The transition is a different process; the material used in brake rotors is pearlite, so the improvement has nothing to do with the austenite-to-martensite transformation that benefits tool steels. That notwithstanding, Diekman said that it’s common for the process to extend the life of a set of rotors by a factor of 4 or 5. One of his customers reported getting 80,000 miles on a set ofrotors, a 16-fold improvement. For fleet managers, 300° Below guarantees a 200 percent improvement with a 100 percent refund.
Racing Engine Components. “Racers want the optimal stoichiometry, an air-to-fuel mixture of 14.7-to-1,” Paulin said. “This provides the most power, but also substantial heat. They often run the mixture rich because the extra fuel keeps the temperature down, which prevents engine components from overheating. Cryogenic treatment of both aluminum and stainless components allowsthem to withstand the heat. They can run them at the optimal mix and the engines last notably longer.”
What does quenching achieve in cryogenic treatment?
Like all matter, metals exhibit thermal motion at any temperature above absolute zero, -459.67 degrees F (0 degrees Kelvin).
“At any temperature above absolute zero, things move around in metal, or any material,” said Frederick Diekman, Controlled Thermal Processing. “At room temperature the motion is slow, and because it’s at random, metal objects don’t change shape.” Heating the metal increases the amount of thermal motion; quenching slows this process markedly, but doesn’t stop it.
“Heat treating really is all about the quench, and the quench doesn’t magically stop because the planet happens to be at 72 degrees F,” said Pete Paulin, 300° Below. It continues in a process known as aging.
If the material is steel and it has some retained austenite, the austenite will continue to convert to martensite at room temperature. Because the martensitic structure is slightly larger than the austenite it replaces, the material actually changes size. The change is small and it occurs slowly, but it is measurable.
“Any tool- and diemaker can tell you that a die that has sat on a shelf for five years will have grown,” Paulin said. “If you put a micrometer on it, you can measure the change. That’s aging, or age-hardening, which is a very slow process.”
It also changes size as internal stresses relieve, Diekman said.
Cryogenic processing accelerates these processes.
“We speed that up—we do about 20 years of age-hardening in about 20 hours,” Paulin said. “You can leave a cryogenically treated die on a shelf for a decade, pull it out and mic it, and it will not have grown. It’s done. Cryogenic treatment is an extra step, but you’d rather have it grow in a cryogenic chamber than on the shelf, especially if you have mission-critical tolerances.”
Paulin added that sub-ambient quenching processing has expanded the number of tool steels useful in industry.
“Before we had the ability to put tooling into liquid nitrogen, metalworkers figured out that the maximum amount of carbon [in steel] would be about 0.4 percent to get a martensitic transformation,” Paulin said. “This is because the one variable they couldn’t manipulate was ambient temperature. Any steel with a carbon content greater than 0.4 percent needs a sub-ambient quench.”
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
