















Contributing Writer

Figure 1: The estimator planned on using a drill press, but the shop decided to stamp the countersinks instead.
This edition of Precision Matters continues our detailed examination of estimating as a business process. The previous edition discussed the estimator’s planning for the project’s one-time expenses, such as tooling and fixtures. At this point the estimator has nearly completed the estimate and has a clear idea of the costs and lead-times for this project.
We now turn our attention to verifying that the estimate is in line with the shop’s business goals. Double-checking the estimate sometimes catches mistakes. However, repeating the same calculation in the same sequence is likely to result in an overlooked or repeated error. We want an efficient way to check the work.
For the sake of discussion, we’ve dissected the estimator’s job into a dozen tasks. In reality, these tasks may overlap or evolve in different sequences. As a review, here is a brief outline of how we’ve dissected an estimator’s job:
The February edition of this series of articles mentioned the idea of quoting on a time and material basis. Rather than guessing at the cost of production, the shop builds the parts, tallies up the costs, and presents an invoice to the customer. Figuring out costs after the work is completed is good for the job shop; there’s a very low risk of a bad estimate. However, it puts the customer in the awkward position of giving the job shop a blank check to fabricate the product. That requires some combination of trust and desperation on the part of the customer.
Time and material projects might work in some situations, but conventional competitive bidding is more widely accepted in the trade. What we like about the idea of time and material is that it strongly resembles a costing feedback procedure.
To the greatest extent possible, the estimate should be compared to a completed work history for the same item while also taking into account revisions. Except for inflation, the production history for the part can be a great double-checker in the estimator’s hands.
A bit of uncertainty is bound to exist for all first-time projects. However, the shop is likely to have some sort of history for similar projects that can be used as a reference. When it comes to first-time projects, one method of double-checking is to have someone in production take a look at the estimate’s work order outline. Just the process of showing the work to someone else can reveal an otherwise overlooked error or omission.
Brush after every meal and run a cost analysis on every completed job—both are good advice, but not always practical. The issue is time management. The estimator probably does not have the luxury of time to review all completed work. By the same token, the estimator cannot afford the luxury of ignoring the consequences of completed work. In the end, the estimator will do a better job with constructive feedback.
When considering what the estimator’s feedback system should be, keep the focus on items that are under the estimator’s control. This can minimize overhead costs by avoiding extravagant software purchases. Also remember that, unless someone scrutinizes estimates and takes action on the lessons offered, having someone perform calculations is merely wasted labor.
If a fabricator believes that a closed-loop estimating system can provide feedback with regard to the merits of the price estimate, the shop’s management needs to establish a couple of guiding principles:
Figure 2a: This sheet metal part didn’t seem unusual during the estimator’s initial review.
We want the estimator to gain skill in predicting a manufacturing sequence. For the purposes of discussion, suppose that our job shop uses work orders to track a project as it travels through the shop. Among other details, the completed work order shows the actual sequence of operations. While comparing the predicted sequence to the actual sequence, we expect to see a strong correlation—particularly if we have the benefit of repeated batch processing of the same item.
We want the estimator to be alerted to variations in work routing that are likely to persist. As an example, consider the sheet metal bracket shown in Figure 1. This item has 12 holes that are countersunk. The estimate called for the use of a drill press after the parts were punched and formed. The actual work order shows that the countersinking operation was completed by using a coining tool while stamping the part in the blank.
If the estimate fails to incorporate the correct sequence of operations, bad consequences can result when it comes to future prediction of scheduling as well as prediction of labor and tooling expense.
When should the estimate be updated? A fabricator knows that there is not much advantage to preparing a price estimate for a project that has no demand. So it makes sense to wait until the next RFQ—if there is one—for the item before putting a great deal of rework into the estimate.
Should improvements in efficiency be passed on to the customer? This is a topic that has more to do with sales and customer management. The short answer is the customer trusts you to do the right thing. The health of your company is nearly as important to your customer as it is to you. As a result, be profitable and be efficient. Everybody wins.
Even though the estimate may not be updated immediately, the estimator should be notified that the shop found a better way to fabricate the job. That means other estimates with similar fabrication requirements can take advantage of the production improvement.
In our example job shop, we might have machinery with overlapping capability. The turret press is a fast way to produce a sheet metal blank, but the waterjet and the metal cutting laser also can process the same sheet metal part. The batch size and current loading of the job shop’s facility might influence strongly how the production engineer decides to route the work. That routing could change from batch to batch.
This flexibility in work routing has consequences to the finished item. For example, a stamped hole has a burr and shearing condition that are different from a laser-cut hole. A laser-cut hole has a heat-affected zone that is not present on a waterjet-cut hole. In the countersinking example cited earlier, the stamped countersink will have a slightly different appearance from a machined countersink.
If the customer will not accept a variation in processing from that predicted by the estimator, then that information will need to be communicated to the shop to prevent an “improvement” from resulting in customer displeasure.
We want the estimator to be proficient in predicting material utilization. In our example job shop, the completed work order will show the “raw material in” and the “finished material out” for each operation. If fabricating operations result in fewer finished goods than raw material, then scrap was produced. The cost estimate shows a matching material utilization plan for each operation.
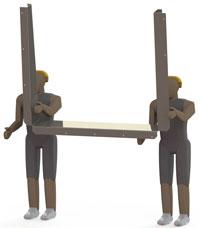
Figure 2b: The sheet metal part is big and hard to handle. It takes extra labor and time every time it’s fabricated.
Comparing the completed work order to the estimate is a good way to spot oddities as well as trends.
Some days just go badly and a batch of parts will get scrapped inadvertently. The estimator does not really need to take action on random events like that.
By the same token, some projects just seem to be perpetually cursed. Every time a particular job goes through the shop, something goes wrong. When a project consistently runs into problems, the estimator needs to understand the root causes. Whatever the solution—whether it may be to use more raw material or go slower—the estimate needs to reflect those changes before the next batch is processed. This is where a timely feedback system is advantageous.
We want the estimator to accurately predict hours for both man and machine. Turning to the completed work order, we may have a good idea of the total amount of time expended. We may even be able to separate the machine time from the human time. In our example shop, our time recording system does not distinguish between setup and run time. It only knows the difference between direct and indirect labor.
When comparing the estimate to the completed work order, we can look at the total labor hours as well as the total hours for machine time. For projects that have a production history, we expect the predicted time to be close to the actual time. This is the result of analyzing each completed work order and using that information to predict future builds. This takes a lot of the guesswork out of the estimating process.
For first-run projects, the analysis of estimated-versus-completed production time is likely to show more variation. However, the estimator can still use the completed work order to spot oddities. The part shown in Figure 2a doesn’t look too difficult to build.
That is, until you realize that it requires two people to lift and hold during the forming operation (see Figure 2b). That essentially doubles the labor. This sort of feedback will alert the estimator to the unusual project that requires special handling because of size.
Thus far in our analysis of the completed work order we have avoided using monetary units for reporting. When comparing the time we use hours, not dollars. The same thought process applies when dealing with material: Use square feet, weight, or number of items.
There is no advantage to converting the units of measure to money for the purposes of comparison.
Having said that, some elements of the price estimate are most conveniently measured in dollars. In our example job shop, we subcontract some operations and perform other operations in-house. Our completed work order reports the transit time with the subcontractor, the number of parts completed, and the number of parts scrapped. We also can retrieve the total invoice cost for the subcontracted service. From the completed work order, we can determine the actual cost per part.
The estimator will benefit from noting discrepancies between the predicted and actual subcontracted expenses. Of particular note are scrap rate and the transit time trends. Repeated experience should not be ignored. If the project always seems to take 15 working days to turn around, then build that into the estimate and work order for future builds.
Some random glitch in the subcontracting process—such as a rack of parts falling and hitting the floor—may occur that does not require action on the part of the estimator. Those aberrant subcontracting expenses are part of the cost of doing business and, as such, are reflected in indirect expenses.
As with flexibility in routing between machines, flexibility in routing between subcontractors might be needed. As an example, a product might require a clear chromate plating process that three qualified subcontractors offer. The completed work order will show the actual subcontractor used.
To steal and alter a quote from Peter Parker’s Uncle Ben: “With great flexibility comes great responsibility.” If the customer has a preference for a certain subcontractor, the estimator must convey that information to the production engineer or whomever prepares the work orders and routing schedules.
During the estimating process, the estimator obtained a price quote for the subcontracted service. It should trigger an alarm if the invoice does not match the predicted price from the subcontractor.
I remember the days before Microsoft and before computers were mini or mainframe. Back then I kept most of the feedback in my head. I did all of my own analyses. I was sales/estimator/production engineer. I guarded my own hen house. It’s not an optimal situation. You would not want to repeat my mistakes.
As a sales guy, I bullied the estimator into agreeing that the press brake could make a bend every 4 seconds, even though the time history showed it consistently took 20 seconds. As a production engineer, I ignored the estimator’s work order outline. It was just a sketch and was never right, so why mess with it? So the sales guy never trusted the quoted lead-time and just promised the customer what he wanted to hear. Don’t do that. Any of that.
Today we at least have the benefit of desktop computers with office software. Many job shops operate with manufacturing or enterprise resource planning software that integrates all of the accounting functions with the fabrication operations. The estimator can utilize that database history and retrieval capability to design a feedback system. Monetary alarm triggers like the “invoice-versus-quoted price” are probably built into the software.
I like the idea of using software. I use software. But beware: Software is dangerous. It will lull you to sleep and make you do stupid things.
As an example of something dangerous, consider the unit of measure. If you buy gas for your car, it is measured in gallons right down to the third decimal point. If you count cars, they are measured in “each.” If you buy bolts, they are measured in “hundreds” or “thousands.” A common abbreviation for hundred is C and for thousand is M. How is that dangerous? When using my ERP system, I am expected to type in a numeric value for the quantity and select the appropriate letter—E, C, or M—for the unit of measure. If I am entering a purchase order for 4,000 bolts, I would enter “4M” in the quantity fields.
Suppose that in my estimate I entered the quantity of bolts required for the project. This project calls for four bolts in each leg, four legs total. I need 16 bolts. We’re building a batch of 100, so I really need “16C,” “1.6M,” or 1,600 each. How many different data entry operations are going to happen for these bolts? To buy them we need to enter an RFQ, then a PO, and then inventory tracking. We estimate with them. We write work orders calling for them. On a bad day, the estimate will show a need for “16E,” and the work order will demand “16M.” That leaves the customer happy because we charged only for 16 bolts and shipped 1,600.
It leaves the accountants unhappy because we now have a surplus inventory of 15,400 bolts. Don’t do that.
This article has recommended the use of a feedback system for estimators to give them immediate training as work is completed. How to create that feedback system is left to you. Some of it will be done with software, some with policy. The majority of the effort comes from self-motivation. The professional estimator will make the time and take the effort to look at the difference between prediction and result. Immediate feedback—reviewing each completed work order—is useful for keeping up with shop trends and technology. Long-term database analysis—reading through lots of MRP system reports—gives all kinds of feedback.
For example, how many builds does it take before the estimate matches the completed work order? Does this subcontractor’s turnaround time always stretch out during duck hunting season? Does the estimator struggle to predict how long it takes to make upwhoozles? In that case, it might make sense to assign the estimator to work in the upwhoozle department for a few shifts to get a feel for how to bring the prediction in line with reality. In many cases, training the shop in how to upwhoozle faster is the trick.
Gerald would love to have you send him your comments and questions. You are not alone, and the problems you face often are shared by others. Share the grief, and perhaps we will all share in the joy of finding answers. Please send your questions and comments to dand@thefabricator.com.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





