















President
 |
It doesn't take vast financial resources, though, to gain access to modern research. By partnering with a university's engineering program, a manufacturer can benefit from the knowledge and experience of professors and students at a fraction of the cost of hiring researchers and conducting its own studies.
Many universities and research institutes are heavily involved with conducting research to solve industrial problems and create new technologies. One example of such work is a project conducted by the Institute for Metal Forming (IMF) at Lehigh University in Bethlehem, Pa.
In this university-industry partnership, the U.S. Department of Energy (DOE, www.energy.gov) is funding a project to study the feasibility and development of bimetal tube extrusion. Extruded bimetal tube products are of interest to many industries, including nuclear, chemical, and pulp and paper. Successful development of a bimetal extrusion process can help to improve a product's geometric tolerances, minimize material consumption and product scrap, and save energy relative to current extrusion processes.
The project is a collaborative effort among the IMF; Oak Ridge National Laboratory (ORNL, www.ornl.gov); Altair Engineering Inc. (www.altair. com); Dynamet Technology Inc. (www.dynamettechnology.com); Energy Industries of Ohio (www. energyinohio.org); Special Metals Corporation (www.specialmetals. com); and Plymouth Tube Co. (www. plymouth.com).
Current extrusion technologies are not significantly different from those used in the past, but they need to be re-engineered and optimized to produce more complex products. Lack of sophisticated and reliable process models prohibits many companies from successful research and design (R&D) efforts. A trial-and-error approach is too costly and does not guarantee any success in the amount of time allotted for new-product development.
Project Objectives. The objective of the project is to develop design tools that will allow tubemakers to select compatible metals for bimetal tube extrusion. A combination of two metals will be selected based on their service properties, such as corrosion resistance, elevated-temperature performance, strength, ductility, and surface finish.
The research will lead to the development of numerical design tools that incorporate metal properties and final tube geometry, as well as tooling design, billet geometry, and extrusion process parameters. The objective of the second stage of this project is to introduce powder metal into the tubemaking process.
Finally, the numerical model results will be verified in the laboratory and on a pilot-scale extrusion press before they will be implemented as industrial practice. Extruding on a small scale should lead to improvements in geometric tolerances and a reduction of product scrap before beginning full-scale production.
This newly developed numerical model, which will be based on commercially available finite element method (FEM) packages such as DEFORM TM and HyperXtrude®, will be verified using physical modeling techniques.
 |
| Figure 1: A basic bimetal billet design includes (1) inner tube material, (2) outer tube material, (3) mandrel and punch, and (4) die and container. Figure 2: This billet design has shortened core material length (L1) and reduced core thickness (t1) compared to the billet shown in Figure 1. |
Initial Billet Geometry EvaluationInitial billet geometry is one of the essential issues of the extrusion process design. One basic design consists of inner and outer billet materials that are equal in length and thickness (see Figure 1).
A bimetal billet with shortened core length and decreased thickness (see Figure 2) is a result of optimizing product cross-section stability and scrap reduction.
The volume of the inner material wasted during bimetal tube extrusion decreases as the billet's inner material length decreases (see Figure 3). A comparison of experimental results shows that the optimal inner material length, L1, was about 17 percent shorter than the outer material's length, L2, for the given process conditions.
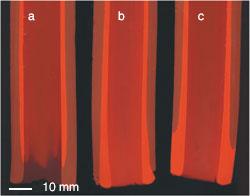 |
| Figure 3: The front ends of bimetal tubes extruded from billets with different initial inner material lengths show that the volume of waste increases as the initial inner material length increases (left to right). The initial inner material length, L1, is (a) 75 mm, (b) 87.5 mm, (c) 100 mm. The outer material length, L, is 100 mm for each extrusion. |
Process Modeling. The research objective was to improve the thickness tolerances on the extruded bimetal tube cross section. Improved tolerances were achieved by shortening the initial inner material length, and additional savings were accomplished by decreasing the inner material thickness.
Developing new technologies, however, is not enough. The process is not complete until the newly developed technology is transferred to the manufacturing environment. However, R&D and manufacturing are separated by a gap that inhibits the transfer of technology. Both sides are characterized by good will and good intentions; however, differences in cultures and priorities are large barriers to fast, fluid technology transfer.
This challenge exists anywhere that R&D and manufacturing interact, even if they are two departments within a single company. Among such firms, it is commonly believed that reorganizing R&D efforts can yield almost immediate results. Some companies accomplish this better than others, but reorganizations are still taking place.
The research results obtained in university laboratories are even more difficult to implement on the production floor because these results need to cross the university-company barrier.
 |
| Figure 4: The initial inner material length, L1, affects the relative length of product with a constant thickness ratio [t1 / (t1 + t2)]. |
The difference in length of stable cross section, or thickness ratio, is shown in Figure 4. The length of satisfactory product predicted by the numerical software is comparable with the experimental results (see Figure 5).
To help decrease this barrier, many students are pursuing coursework in several disciplines. Recently Lehigh University launched the Integrated Business and Engineering Honor Program. Its objective is to prepare tomorrow's leaders with both engineering and business backgrounds so they can be the most competitive in the workplace.
In addition, the IMF recently spun off EMV Innovative Materials Technologies LLC, a technology transfer company formed by IMF graduate students whose mission is to provide technical services in four main areas:
While EMV Innovative Materials Technologies LLC focuses on business solutions and engineering applications, the core IMF objectives are focused on materials science and engineering research. Areas of research include process engineering analysis of metal forming, powder metallurgy, and machining; characterization of microstructure development that results from materials processing; and physical and numerical modeling of materials processes.
 |
| Figure 5: A comparison between experimental and numerical results shows that the FEM closely predicted the results shown in Figure 4. |
Many manufacturing companies take a fiscally conservative approach to new technology and rely on tried-and-true equipment and processes. Because of the high cost of capital, many manufacturers resist the urge to invest in the latest equipment and depend on engineers to optimize older equipment to manufacture their products. However, companies that cling to conventional equipment to contain expenses may find themselves unable to compete against manufacturers that pursue modern technologies aggressively.
While some in industry may lack sophisticated technologies, the R&D community is constantly pursuing radical new advances.
The R&D community recognizes the gap between manufacturing, which tends to seek low-cost, practical solutions that fit into current schemes, and academia, which may tend to develop theoretical, radical technologies that go beyond the limits of conventional manufacturing capabilities.
The goal is to close this gap and bring competitive advantages to manufacturers. By using resources of the R&D community, manufacturers can develop newer technologies in metal forming.
Wojciech Z. Misiolek, Ph.D., is Loewy associate professor in materials forming and processing in the Department of Materials Science and Engineering and is director of the Institute for Metal Forming, and Pawel Kazanowski, Ph.D., is a visiting scientist in the same department at Lehigh University, 5 E. Packer Ave., Bethlehem, PA 18015, phone 610-758-4252, fax 610-758-4244, e-mail wzm2@lehigh.edu, Web site www.lehigh.edu/~inimf. The IMF conducts fundamental, applied, and proprietary research sponsored by federal and state government agencies and corporations. Areas of research include process engineering analysis of metal forming, powder metallurgy, and machining; characterization of microstructure development as a result of materials processing; and physical and numerical modeling of materials processes.
DEFORM is a trademark of Scientific Forming Technologies Corp.
HyperXtrude is a registered trademark of Altair Engineering Inc.
1. P. Kazanowski, W.Z. Misiolek, and V. Sikka, "Physical and Numerical Analysis of the Extrusion Process for Production of Bimetallic Tubes," DOE Industrial Materials for the Future (IMF) Program Annual Review Meeting, Albuquerque, N.M., July 8-10, 2002.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





