















Ask the Stamping Expert: How do I calculate press tonnage for swaging?

Q: We are in the process of quoting a new job for the swaging and stamping of copper rod. To do this job, we need to buy a hydraulic press. The goal is to deform copper rods into a flat form on one of the edges. How do we calculate how much press tonnage we need?
A: Obviously I would need a lot more information to calculate the force required. However, in general, the tonnage is equal to the final flattened area multiplied by the compression strength of the copper.
If you are starting with a round copper rod, it will taper wide when you swage it and then reach a point where the swage runs straight. The area is determined by the oblong final shape of the swage after the tapered portion ends. At this point the perimeter of the swaged shape is equal to the perimeter of the original round diameter of the rod.
First, measure the width of the flat. Then multiply that width by the length to be flattened to determine the area. The compressive ultimate strength of the copper is equal to the tensile strength multiplied by a factor of 1.2 to overcome the friction during flattening. Therefore, the formula to determine the tonnage required to swage the part is:
Force = Final flat area x Ultimate tensile strength of copper x 1.2.
The fictitious sketch in Figure 1 serves as an example. All the areas that are required to complete the calculations are identified. This example part uses 1.250-inch-diameter CDA 110 copper rod. The nominal tensile strength of this material is 32,000 pounds per square inch.
Following is the process for completing the calculations:
Flattened area of rod = 6.745 sq. in.
Tensile stress of CDA 110 copper = 32,000 PSI
Compressive strength of CDA 110 copper = 1.2 x Tensile strength = 1.2 x 32,000 = 38,400 PSI
Flattening force = Area x Compressive strength = 6.745 x 38,400 = 259,008 lbs.
Flattening force in tons = 259,008/2,000 = 129.504 tons
Never use a press that is rated for the exact amount of required tonnage you have calculated. Always add a minimum of 20 percent for safety. In this case, the minimum press tonnage should be 155 to 175.
Keep in mind that this formula is valid for all metals, not just for copper.
I would like to acknowledge metal forming expert Bahir Ibrahim for his contribution to this response.
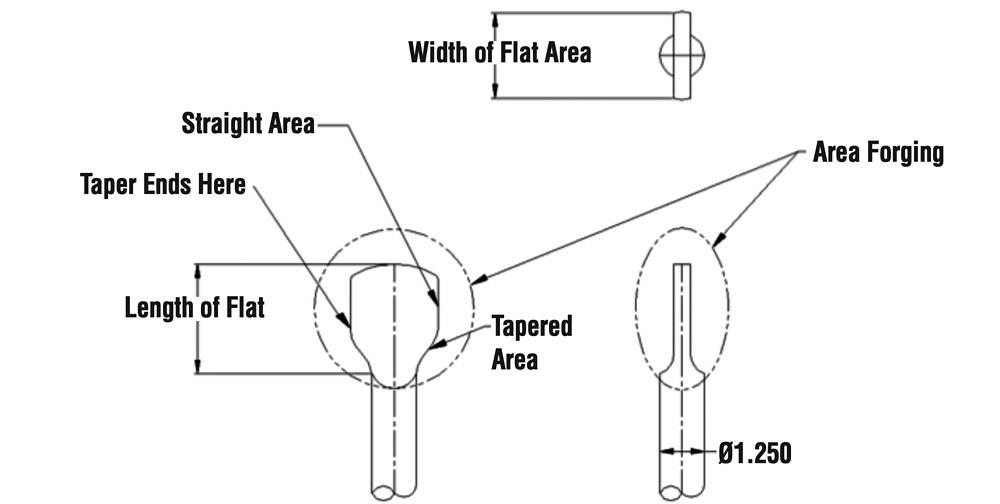
Figure 1
All the areas that are required to complete the calculations are identified on this example
part, which uses 1.250-inch-diameter CDA 110 copper rod.
About the Author

Thomas Vacca
Micro Co.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
