
















Thomas Vacca
Micro Co.
-

- From The Fabricator

Ask the Expert: How can metal stampers achieve ever-tightening dimensional tolerance requirements?
It is possible to stamp to tight tolerances, as long as metal forming shops have the right tool frame, guide system, lead strip piloting, and strip progression clamping and use design for manufacturability with each tool.
-
- From The Fabricator
What effect does toolroom management have on tooling life?
Not only can the right material, coating, lubricant, and press extend the life of metal stamping tooling—toolroom management also makes a difference for metal formers.
-
- From The Fabricator
What tool steel and coating are best for stamping lamination steel?
Thomas Vacca explains special considerations for stamping silicon electrical steel.
-
- From The Fabricator

What’s the best way to improve tooling life in metal stamping shop?
Coatings can help your stamping tooling run longer, but you need to make sure your process is predictable and repeatable first.
-
- From The Fabricator

How does a metal stamping shop eliminate misfeeds on a press?
Ask the Stamping Expert columnist Thomas Vacca explains how metalformers can use sensors to achieve zero miss-hits on a press.
-
- From The Fabricator
Ask the Stamping Expert: How do metal formers stamp the unstampable?
Panel photochemical etching is an inexpensive way to fabricate a medium quantity of parts for evaluation before building a production tool.
-
- From The Fabricator

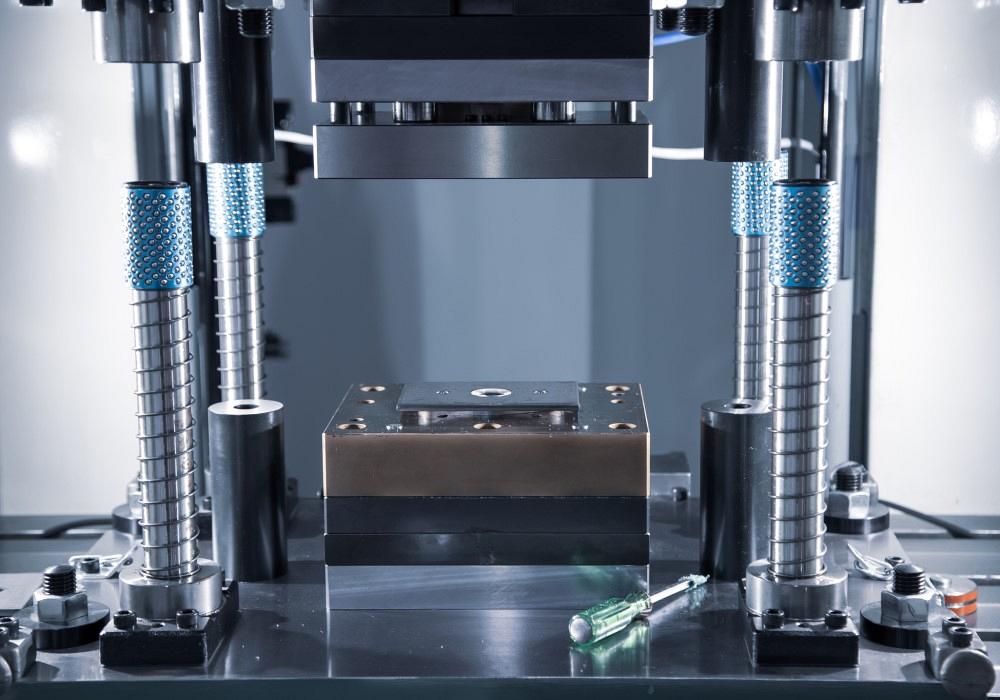
Ask the Stamping Expert: Are we taking the best approach to meeting statistical capability on a die set?
Ask the Stamping Expert columnist Tom Vacca discusses the practicalities of meeting statistical capability on a die set.
-
- From The Fabricator

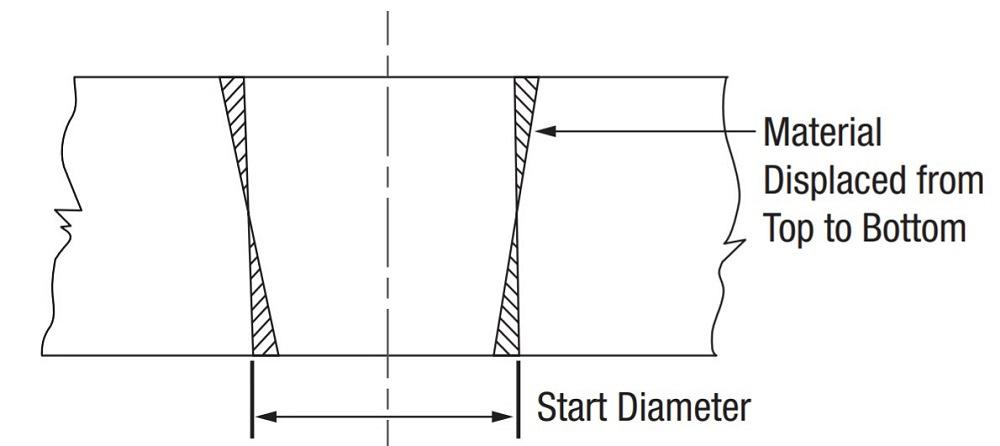
Ask the Stamping Expert: What’s the industry-standard tolerance for pierced-plate flatness?
Tom Vacca explains how to minimize bulging around pierced holes in HSLA steel.
-
- From The Fabricator
Ask the Stamping Expert: How to calculate tonnage and force for swaging
Ask the Stamping Expert columnist Tom Vacca gives advice for skiving a pitman arm part and sizing a stamping press.
-
- From The Fabricator

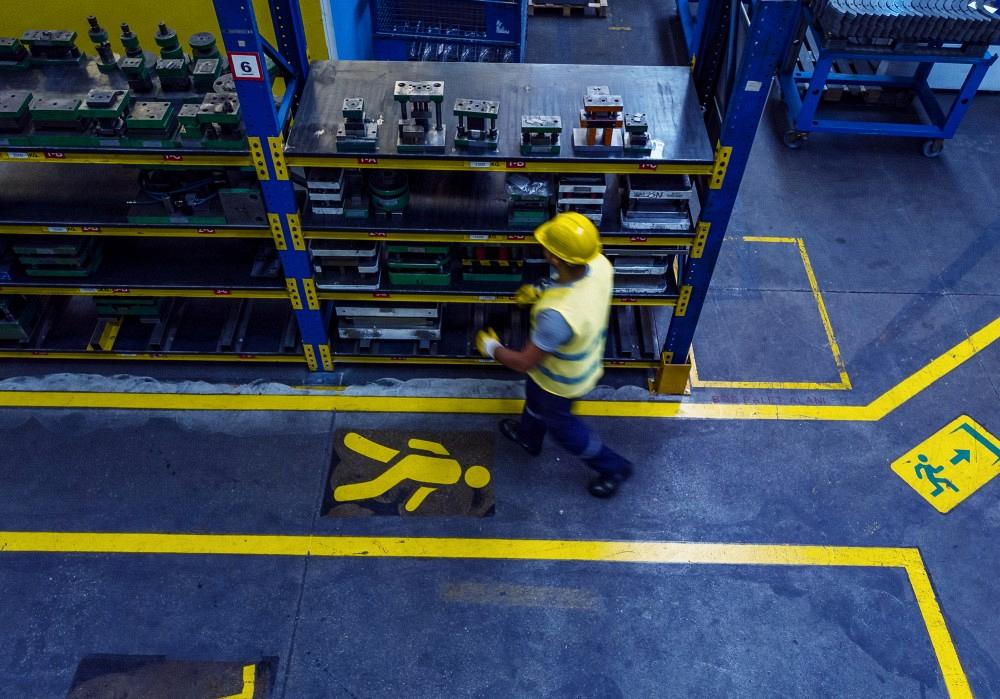
Ask the Stamping Expert: Where can we find skilled labor?
As skilled labor gets more and more difficult to find in the metal stamping sector, in-house apprenticeship programs can offer a solution.
-
- From The Fabricator
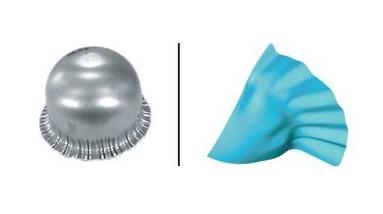
Ask the Stamping Expert: Achieving a consistently formed cup without wrinkling
When forming in a progressive die, blank holding pressure, press condition, and raw material all affect the ability to achieve consistent drawing results without wrinkling.
-
- From The Fabricator
Ask the Stamping Expert: How do shops achieve consistent best-in-class quality?
The focus of a manufacturing team should be to minimize process variation and, as a result, non-value-added tasks.
-
- From The Fabricator
Ask the Stamping Expert: What designs are available for in-die forming?
Tom Vacca presents four in-die forming designs for tweaking bends while the tool is in the press.
-
- From The Fabricator

Ask the Stamping Expert: What type of feed system is best for a transfer system?
Tom Vacca discusses the characteristics, capabilities, advantages, and drawbacks of both destackers and coil feeders for feeding material through a transfer press line.
-
- From The Fabricator
Ask the Stamping Expert: How to start using tool coatings
Continuous improvement in stamping includes upgrading tool steels and trying coatings to improve tooling life. Tom Vacca explains how to get started.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
JM Steel triples capacity for solar energy projects at Pennsylvania facility

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
