















Contributing Writer
 |
Figure 1 |
Among the many factors to consider when choosing a production method are the production speeds necessary to produce the required quantity within a given time frame; the material consumption needed for each part; the production method cost; preventive maintenance requirements; equipment availability; and the part shape, size, and geometric tolerance specified.
Line dies are tools that typically are hand or robotically loaded. Often each station that forms or cuts the sheet metal represents a single operation die. Hand-loaded line dies usually lend themselves to low-production parts or those that are too big and bulky to handle with automation. Several line dies usually can be placed within a single press. This allows the operator to transfer the parts from die to die to with a minimal travel distance.
Larger line dies often are placed in individual presses close together in a line, an arrangement referred to as tandem line presses (Figure 1).
Some line die advantages are:
Common line die disadvantages are:
Transfer dies are special line dies that are timed together and properly spaced an even distance apart in a single press. The distance between each die is referred to as the pitch, or the distance the part must travel between stations.
 |
Figure 2 |
Unlike with conventional line dies, the piece parts are transferred by special traveling rails mounted within the press boundaries. These rails most commonly are mounted on each side of the dies. During the press cycle, each rail travels inward, grabs the part with special fingers, and then transfers it to the next die.
Transfer systems can perform numerous motions. However, the two basic types are 2-D (two-axis) and 3-D (three-axis). Two-axis transfers move inward, grip the part, and slide it forward to the next station. Three-axis transfers move in, grip the part, pick it up vertically, move it to the next station, and lower it down onto the die. This third-axis movement allows the part to be placed within the perimeter gauging boundaries. Transfer systems are popular for manufacturing axial-symmetrical (round), very deep-drawn parts (Figure 2).
Some transfer system advantages are:
Some transfer system disadvantages are:
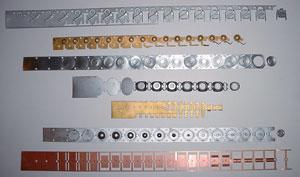 |
Figure 3 |
The progressive die is one of the most common, fastest methods available for producing piece parts. Unlike line or transfer dies, progressive dies tie the parts together by a portion of the original strip or coil, which is called a strip carrier. Different types of parts require different carrier designs.
Progressive dies can produce as few as seven or eight parts per minute or as many as 1,500 parts per minute. Unlike transfer or line dies, all necessary stations are mounted on a single common die set. These stations are timed and sequenced so that the piece part can be fed ahead a constant given distance called the progression or pitch. Many parts can be tied together allowing many parts to be made with each single press stroke.
Progressive dies most commonly are coil-fed, and if they contain the proper sensing system, they often can run unattended. It is not uncommon for a single press operator to run two or three progressive dies. The coil material typically is pushed through the die; however, systems that can pull and push the coil material through the die are available. Progressive dies usually require the use of a coil feeder and stock straightener (Figures 3 and 4).
 |
Figure 4 |
Progressive die advantages are:
Progressive die disadvantages are:
The production method you choose depends on many factors. Carefully consider items such as the required volume of parts, your labor rates, and your existing equipment before choosing a production method for your stamped parts.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





