
















Contributing Writer

Figure 1: Die quoting engineers
Many steps are involved in making dies: quoting the job, determining the materials and process to be used, building the die, trying it out, and signing off on the project.
Before you receive a contract to design and build a die, you must quote a price to the customer. Because many factors affect costs, and every die usually is one of a kind, quoting the tooling cost is not always easy. You must have a good understanding of sheet metal processing methods and the die design and build process. Understanding these factors is critical, because you can determine thedie cost only after you decide the process steps. In other words, you must know ahead of time how many steps will be needed to make a given part. Some parts can be made in one or two steps, while others might require numerous steps.
Many quoting engineers keep historical records of quotes. They can look at previous quotes for similar dies, determine if their company made or lost money on the project, and quote the new tooling with respect to the last quote.
Many factors influence tooling cost. Among them are:
Once the quote is submitted and the customer has approved the tooling purchase, you can begin designing and constructing the hard tooling (Figure 1).
To help you get a good feel for the part the die will make, as well as help you interpret the exact part geometry, you likely will want to have a plastic model of the part made. This model can be passed on to the diemaker so that there is no miscommunication regarding the part’s shape. You can make this plastic prototype part using stereolithography or a process called 3-D printing.
In most die shops the actual die design doesn’t begin until the process, or steps for making the part, has been established. Many advanced shops use forming simulation software to help them develop and prove out their process before designing and building the die. This is especially helpful when the part has very difficult geometric features. Let’s take a look at this virtual formingprocess.
Virtual forming, otherwise known as a virtual press, is a type of finite element analysis (FEA) software that can accurately simulate metal forming using a die. Metal drawing, stretching, bending, flanging, and ironing can be accurately simulated to help you develop the correct forming die geometry before you build the die.
The simulation shows the metal splitting, thinning, and wrinkling as well as how much springback occurs. It also can help you determine the correct blank type and size required to make the part. Using forming simulation greatly reduces the risk of designing and building a die that doesn’t work. Keep in mind that the result of forming simulation is only as accurate as the data provided. Youmust enter the type of metal that will be used to create the part, along with its thickness and all of its mechanical properties. You also must provide information such as the coefficient of friction. After you enter all of the required information, you can virtually create the anticipated die geometry. Then you can perform the simulation. Remember, forming simulation software doesn’t tellyou how to form a part or how to design the die, but rather gives the results of the process that was used to form the part (Figure 2).
After you establish the process steps—the method to be used to make the part—you can begin the die design. Remember that there is a difference between process engineering and die engineering. In process engineering, you develop the steps necessary to make the part; in die designing, you create the tool that effectively executes the process. Sometimes a die design engineer serves as both theprocess and die engineer.
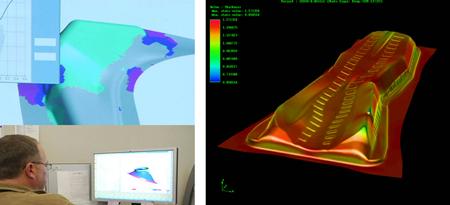
Figure 2: Forming simulation
Dies typically are designed using computer-aided design (CAD) software. Although many CAD programs are available, most fall into one of two categories: 2-D or 3-D, otherwise known as solid modeling software. By far the easiest way to interpret a die design is to view it as a solid model. Three-dimensional designs allow you to rotate and view the components and sections, whereas 2-D prints anddrawings require good blueprint reading skills. Many variables must be considered when designing a die (Figure 3).
Once the die design has been approved by the die shop and the customer, you can order the materials required to make it. Items that typically have longer lead-times, such as custom die shoes and special subplates, often are ordered before the die design is fully completed. After you receive the material, you can begin to build the die. Tool steel usually is sent to the machining department.
Before the steel is machined, most of the die design data with respect to the shape of any forming or cutting section is sent to the computer-aided machining (CAM) department for processing. A tool path must be generated before any steel cutting can take place. Individuals who write these tool paths are called programmers. Some machinists write their own programs and tool paths.
After the program has been written, the machining process can take place. Rough machining happens first, followed by finished machining. Items requiring tight tolerances may be rough-machined, heat-treated, and then finished-machined. This sequence often is performed to compensate for any distortion that may occur during the heat-treating process.
Cutting hardened tool steel is commonly referred to as hard cutting or hard milling. It requires a milling machine with great rigidity and a well-balanced spindle and cutting tools. Well-machined blocks can have very nice surface finishes and in some cases require no further metal finishing (Figure 5).
Keep in mind that cutting with a CNC mill is not the only machining process typically used to create forming and cutting sections. Other components, such as die sections that function to cut, often are produced with a wire burn electrical discharge machining (EDM) process. EDM is an ultraprecise metal cutting process that uses an electrical discharge to burn, or electrically erode, hardened tool steel.
Although plunge, ram, and sink EDM is very popular in the plastic moldmaking industry, by far the most popular type of EDM used in the stamping die industry is wire burning. In this process, an electrical discharge is sent down through a continuously fed, precision-guided wire suspended between two CNC-driven guides. When the moving wire gets within a certain proximity of the tool steel section, it arcs from the wire to the section and removes a very small part of it. Think of it as a microscopic arc welder without the filler rod.
Wire burning typically is performed under water to help flush away the debris. This high-precision process can machine hardened tool steel with an accuracy up to 0.0001 in.
Once the components are machined, they are mounted to the die sets in their respective locations. Keep in mind that certain die sections require additional processing, such as grinding, drilling, tapping, lapping, polishing, stoning, and reaming.
Pierce punches and cutting sections are set and doweled with respect to the proper cutting clearance. After the dies are assembled, they are “dry run,” which means that all of the pressure components are removed and the dies are assembled out of the press. This is done to ensure that no interference problems are present between the forming and cutting components when the die is fully closed. The die must close completely before it is allowed to go to the press for tryout.
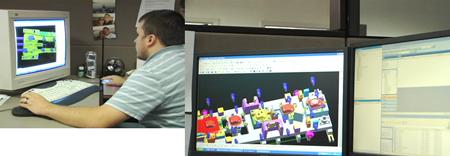
Figure 3: 3-d die design
After you determine that there is no interference, you can mount the die in a press and begin the tryout, or fitting, process (Figure 7).
For small dies with uncomplicated forms, little or no hand work or adjustment is required; however, for larger dies, especially those that perform considerable contoured forming, hand grinding and frequent fitting are necessary to enable the die to perform properly.
Even though the die sections in complicated forms are precisely machined, often they aren’t perfectly shaped with respect to changes that occur in the metal’s thickness when it is deformed. For this reason, hand grinding is usually necessary. For example, if the upper and lower dies are shaped to form 0.125-in.-thick metal, when the die is closed, a space equal to 0.125 in. exists between the upper and lower forming sections. However, as the metal stretches and compresses, its thickness changes. To compensate for these differences, the die must be ground and slightly refit to the metal’s inconsistent thickness.
This hand grinding process is called spotting. Spotting is performed by coating a rough-shaped part with a water-soluble compound called spotting blue. The coated part is then placed in the die and the press is cycled. You then analyze the part and look for areas where the spotting blue is missing from both sides of the part. This indicates that the bluing has been squeezed out of this area bya tight spot in the die. As evidence of this tight spot, bluing is left in the exact area where the die needs to be hand-ground.
Continue to spot the dies until both the entire upper and lower forming sections fit precisely together. To achieve functional drawing or Class A surfaces following hand grinding, you may have to stone and finish the die for a smooth, accurate finish.
Depending on the complexity of the die and the part, the die tryout process may take minutes, hours, days, or months to complete. For example, dies that form outer body panels require more tryout time than dies that make simple brackets. Drawing and stretching dies often require adjustments for controlling metal flow. Some dies even need to be “tuned” to the press in which they are intended to run. In most cases, some adjustment is required.
After the die successfully produces a part that falls within the pre-established engineered boundaries, it must be tested to see if it consistently produces acceptable parts. This test typically is performed by using methods such as statistical process control (SPC). The dimensions of the pierced parts are checked with a coordinate measuring machine (CMM), a checking fixture, or both. The CMM provides hard dimensional data on the part, while the checking fixture typically supplies attribute data only. In other words, the checking fixture tells you only if the part is acceptable or unacceptable, while the CMM gives you specific part dimensions.
Checking fixtures usually use a series of go/no-go pins and feelers, typically color-coded red or green. When a part is checked, the green end of the feeler must go into the space provided, and the red must not; hence the name go/no-go pins (Figure 9). After the die has been successfully tested, it is then shipped to the stamping plant and put into production.
This is a very condensed overview of the die building process. Keep in mind that each tool type and style has its own specialty procedure.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}