















Contributing Writer
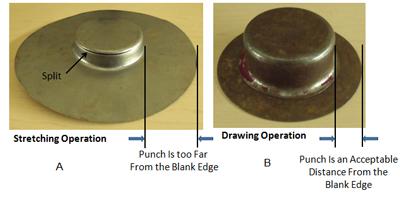
Figure 1
The first DIEVESTIGATION article, "Designing stamped parts: How material selection affects downstream operations and costs," discussed factors you should consider when specifying a metal during part design for operational efficiency and cost savings. How you decide to form the part also affects downstream operations and costs. This decision involves forming depth.
I get very frustrated when a product designer asks me for a "rule of thumb" for designing a stamped product. Keep in mind that rules of thumb are meant only as basic guidelines at best. Using them without understanding all of the variables can lead to disaster. For example, one rule of thumb is that a part can be formed to a depth equal its diameter. A good rule? No.
How about this one: Open wall angles are better for drawing applications than straight walls with no draft angles. Ouch.
Rules of thumb can be applied only when certain forming conditions or variables exist. Based on my personal experience, I suggest using the following rule of thumb: Don't use rules of thumb. The risk is too high. An illustration: How long is a piece of string? What's the rule of thumb for how long a piece of string should be? You get the idea. Forget about rules of thumb.
If you asked me to give you a rule of thumb regarding forming depth, I would say this to you: A depth equal to the diameter can be achieved if the following factors are in place:
The clearance between the punch and die cavity allows only for natural compressive thickening
Now, if all these variables are met, I can accept this rule of thumb. If any are missing or are incorrect, using this rule of thumb can cause the part to fail.
The forming depth that can be achieved in a stamped part is a product of many different variables. Assuming the metal that you are forming has sufficient ductility, the first question to answer is if the form is to be stretched in or drawn in.
Drawing is defined as the displacement of a blank's surface area into an alternate geometry via tension and metal flow. During true drawing, there is very little metal thinning and, in some cases, some thickening occurs.
Stretching is defined as the increase of surface area via tension. During stretching the metal always thins, which increases the risk of part failure. Hence, this statement is true: there is no maximum depth that a part can be drawn, but there is a maximum depth that it can be stretched.

Figure 2
Keep in mind that because drawing uses tension to pull the metal into the drawing cavity, some mild metal stretching occurs. Also keep in mind that very little drawing occurs during stretching.
To answer if the shape is to be formed using the drawing process or the stretching process, you must determine the relationship, or distance, between the formed shape and the blank edge. This relationship commonly is referred to as the drawing ratio. If the formed shape is too far from the blank's edge, very little or no metal flows inward. Pure stretching takes place. Overstretching the metal eventually causes splitting.
If the formed shape is closer to the edge of the blank, the metal flows inward toward the shape. Figure 1 illustrates these concepts. The punch shown in example A is too far from the edge of the blank, so the material eventually splits when it reaches a given depth.
However, when the blank size is reduced (example B), or the forming punch is made larger, the forming depth can be increased. This is because the blank edge is closer to the punch. In short, the location of the form, as well as its geometry, largely determines how deep it can be made in a single forming operation.
For single forms that are created by the stretching process, rarely is anything better than a dome shape. The reason for this is that a dome does two things to the metal. First, it forces the metal to distribute the stretch over a large surface area of the formed shape. This essentially means that more surface area is stretched. The more surface area to be stretched, the deeper the form can be made.
Second, it forces the metal to be bilaterally strained. This means that the metal will be stretched in two different directions. When stretched in two directions, steel can be stretched farther than is possible with one-direction stretching (Figure 2). This deformation advantage can be seen clearly on a forming limit diagram for steel.
Large radii are very desirable for stretching operations. The larger the radius the better. Open wall angles also are ideal for stretching operations. Whenever possible, avoid vertical walls. Although deep forms with vertical walls can be made, they usually require multiple forming operations. Figure 3 shows good and poor designs for stretching operations.
Remember, the key to a successful product is to design the part so that its fit and function are achieved using the simplest, most cost-effective means. Designing a stamped part with a feature such as a small radius or the ideal wall angle will require more stations to make the part.
The next issue of DIEVESTIGATION will examine product design for deep forming or drawing.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}