















Professor Emeritus and Director - Center for Precision Forming
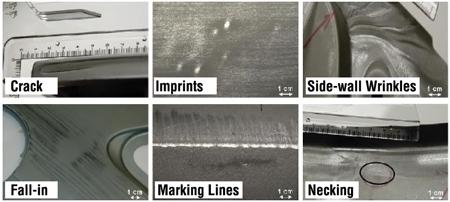
Figure 1: Many quality defects can occur in stamping.
Two main types of defects typically occur in stamped automotive body components
(see Figure 1):
These quality defects can be classified further as static or dynamic.
Static defects, such as surface imprints, are not process-related but instead are caused by contaminated die or tool faces. These defects are corrected simply by cleaning the die or tool surface before stamping.
Dynamic defects are process-related and are caused by the forming process. For example, cracking and necking commonly occur when formability of the deformed sheet material is limited. Side-wall and flange wrinkles are caused by high tangential compressive stresses in the sheet. Marking lines occur when sheet material undergoes high tensile stresses as it flows over sharp tool corners. Fall-in is commonly observed where areas of high strain rate are surrounded by large areas of low strain rate.
Dynamic defects can be corrected by controlling process variables (forming forces, forming speeds, and friction forces) and incoming sheet coil properties.
In industrial mass production of autobody panels, single-acting presses with either single or multipoint control (MPC) die cushion systems are predominantly used for deep drawing (see Figure 2). Drawing is followed by secondary operations such as trimming, restriking, and flanging. The quality of the formed autobody panel is significantly influenced by the drawing operation.
Variables influencing formed part quality that can be adjusted in the press shop during production can be defined as control variables. The two main types of control variables are process variables and incoming sheet material.
Process Variables. Within the realm of stamping, process variables are:
Flexible BHF control systems can accommodate variations in incoming sheet material properties and thicknesses. The punch or forming speed also is a control variable because it influences the increase in tool temperature during the forming operation.
Modern press technology allows for automatic process control of press variables (BHF control) and lubrication. On older presses, tools can be adjusted only manually, so automatic process control of tool variables is not possible. For automated control of tool variables, automatically adjustable height spacers and nitrogen gas spring systems with automatic pressure control are needed.
Figure 2: This schematic shows the factors that affect form quality with a single-acting mechanical press using an MPC die cushion system for BHF application. Control variables are those that influence formed part quality and can be adjusted during the production cycle.
Incoming Sheet Material. In studies conducted at Technical University of Munich, in cooperation with AUDI AG (Ingolstadt Germany), tensile tests were conducted for incoming sheet material. The yield strength, tensile strength, uniform elongation, and total elongation were measured. The study found that incoming sheet material characteristics can vary substantially. The n-value of the incoming transformation-induced plasticity (TRIP) steels used for forming B-pillars varied from 0.18 to 0.22, about ±10 percent of the nominal n-value of 0.2. Thickness of TRIP steel blanks measured over a production cycle varied in thickness from 1.935 mm to 1.980 mm.
Variations in blank thickness and material properties of incoming sheet coil can result in undesirable scrap rates in production. These variations may be within the coil or across suppliers, heats, or batches. Variations are especially high with newer and higher-strength steels, such as dual-phase and TRIP grades. Therefore, incoming coils must be tested to see if they match customer specifications. Conventionally, this is done by a tensile test, which gives the yield strength, ultimate tensile strength, and total elongation.

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





