















Graduate Research Associate - Center for Precision Forming

Advanced high-strength steel (AHSS) materials are multiphase steels that contain martensite, bainite, and/or retained austenite. The use of AHSS materials in the automotive industry is increasing every day, because these steels provide strength and satisfy functional requirements at reduced weight.
Forming of these new steel grades presents challenges that require advanced forming technology. In addition to relatively low formability, the press load capacity and the tool life can have a significant effect on the forming of AHSS sheet.
Another consideration when working with these materials is the heat generated during the forming process, caused by plastic deformation and friction at the die/material interface. Because of their high strength, AHSS materials require higher energy and contact pressure for forming than normal steels do. This energy is converted into heat during the process, causing increased die and sheet temperature. High forming load also results in increased friction between the sheet and the dies. This excessive heat and friction can affect tool life, as well as the forming conditions and the final quality of the product.
About 90 percent of the work required to plastically deform the sheet is converted into heat. However, measuring the temperature during forming is not simple and not always reliable.
One of the conventional methods for determining the temperature of the dies and sheet during forming is to use thermocouples located in several different locations in the dies. The thermocouple should be as close as possible to the die surface to determine the temperature at the die/sheet interface.
An experimental method for temperature measurement is thermal imaging using an infrared camera. This method provides a full-field view of part temperature, but it can be difficult to use because when heat is generated during forming, the dies are closed.
An efficient, though approximate, way to estimate heat generation during the forming process is with computer simulation. Software is available that conducts nonisothermal simulation of stamping operations.
Researchers at the Center for Precision Forming (CPF) at The Ohio State University used 2-D and 3-D nonisothermal simulations to measure heat generation during the forming of AHSS materials in U-channel drawing, cup drawing, and nonsymmetrical deep-drawing processes.
U-channel drawing of DP780 material was analyzed using DEFORM® software. Mechanical and thermal material properties of the sheet and the tools were summarized in Pereira and Rolfe’s previous study.
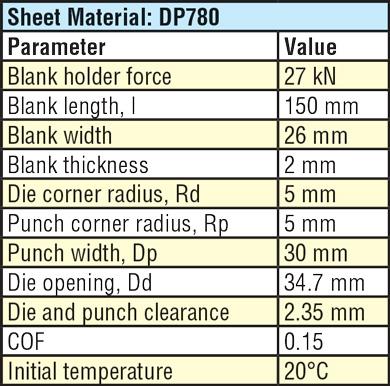
A half-symmetric, 2-D plane strain problem was developed for simplicity. A schematic of the tooling is shown in Figure 1. Punch speeds of approximately 8 mm/sec. and 0 mm/sec. were considered at the beginning and the end of the operation, respectively. The average applied blank holder force was about 27 kN. The simulation matrix and tool geometries are summarized in Figure 2.
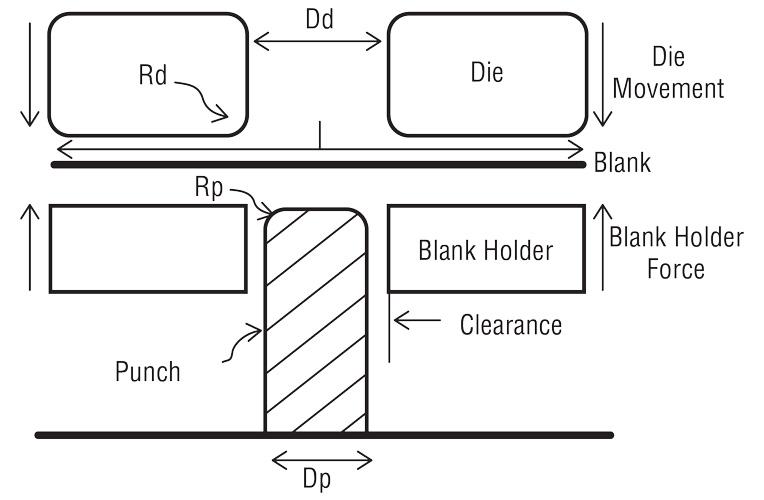
Figure 1
U-channel drawing of DP780 material was analyzed.
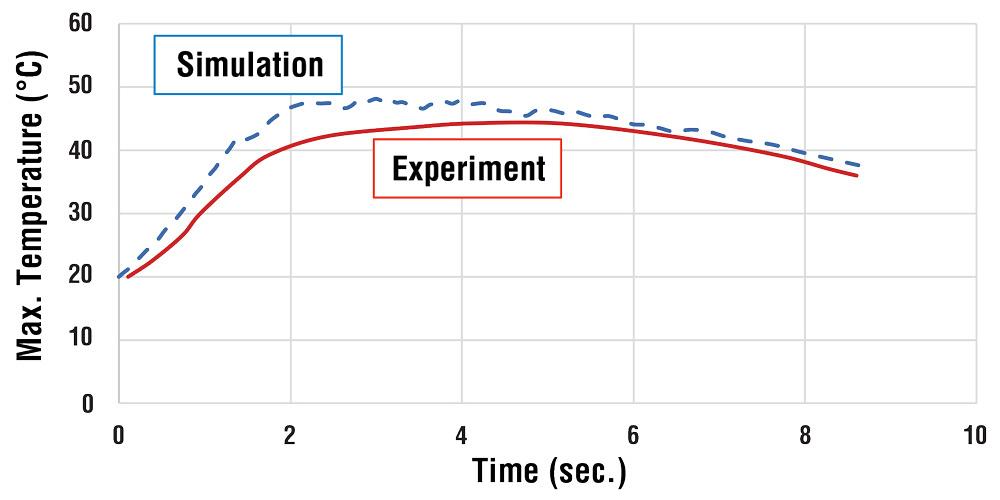
The temperature of the blank after a 40-mm stroke was predicted and compared with the experimental results, reported in the previous study. Figure 3 shows the predicted and experimentally measured temperature increase in the sheet during deformation. The maximum temperature at the die/blank interface reached 47 degrees C. Results of the simulation were in very good agreement with the experiment reported in the previous study by Pereira and Rolfe.
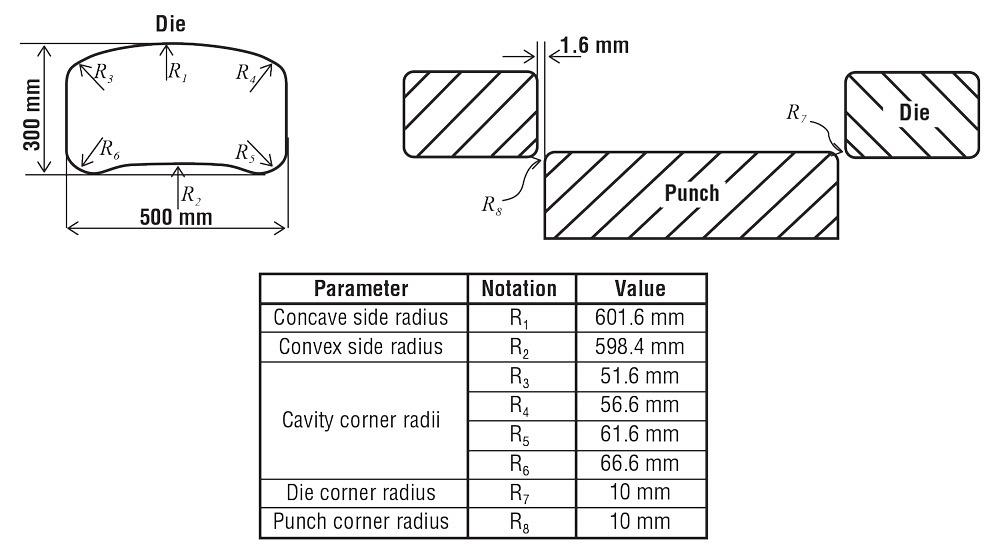
FE models of the cup drawing and nonsymmetrical deep-drawing process were developed using PAM-STAMP® (2012). Figure 4 shows a schematic of the tool geometry and dimensions. The material was DP980, 1.2 and 1.4 mm thick.
In the cup drawing simulation, the initial blank diameter was 300 mm. A constant 600-kN blank holder force and 30-mm/sec. ram speed were employed to represent the use of a hydraulic press. In the nonsymmetrical deep-drawing process, the blank holder force was 250 kN and the ram speed was 150 mm/sec. at the start of the deformation, representing the use of a servo press.
A previous experimental study has shown that increasing the forming speed can affect the friction condition. Therefore, the coefficient of friction for cup drawing and nonsymmetrical deep drawing was assumed to be 0.1 and 0.12, respectively.
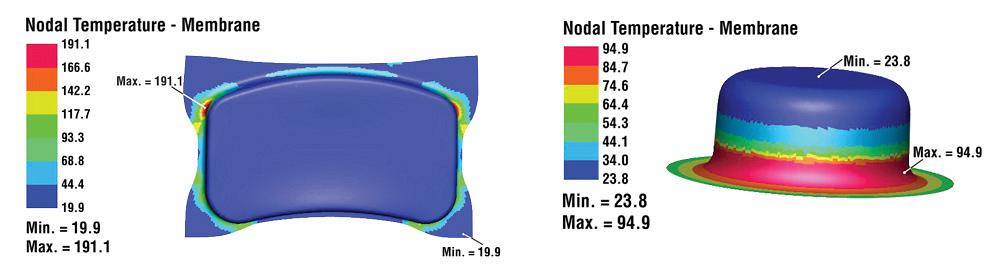
Figure 5 shows the maximum temperatures and their locations for the cup and the nonsymmetrical panel drawing after 80-mm and 55-mm strokes, respectively. The maximum temperature predicted for the cup was about 94 degrees C, while the maximum temperature for the nonsymmetrical panel was about 191 degrees C. One of the main reasons for such high heat generation in the nonsymmetrical panel was the relatively high forming speed of 150 mm/sec. at the start of the deformation.
Based on the results of this preliminary study, it is necessary to consider the effects of heat generation during cold forming of AHSS materials. High temperatures can affect lubrication performance and increase the friction at the tool/blank interface, which consequently increases tool wear. Also, a more specific study is required to investigate the effects of high temperatures on the mechanical properties and the flow stress data of the sheet material.
It is worth noting that the predicted temperatures reported in this study are based on a single industrial stamping operation.

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}