
















Contributing editor
 |
Stamper and toolmaker Ultra Tool & Manufacturing, Menomonee Falls, Wis. had been installing basic stamping die protection for 15 years. Whisker sensors, positive stops, and, in some cases, part-out sensors comprised the limited sensor system for dies that ran in automatic mode. However, this system did not ensure that all dies running in automatic mode were protected from crashes and mis-hits or performed at maximum efficiencies. The company found out the hard way the consequences of inadvertently supplying damaged parts to a customer.
"If the material isn't in the correct position, you can mishit that die, and maybe you didn't damage the die, but you damaged the part," said Brad Schmit, sensors manager. "Let's say the material is positioned an 1/8 inch off—that die could close up, and your progression will not be correct, so your part can get a hole pierced in it in the wrong location or trimmed off incorrectly.
"If the operator happens to be standing away from the press at that point, he may not have even noticed it, so you may get a contaminated bin of parts. If nobody sees that, you may end up supplying your customer with a product that he can't use when he goes to assemble it. That can be very, very costly."
Three years ago Ultra Tool implemented a full-throttle sensor program with a dedicated sensor applications manager and sensor lab designed to produce parts with zero defects, eliminate die crashes, and to maximize production efficiencies. It also laid the groundwork for more difficult jobs requiring in-die measurement and in-die welding.
Learning the proper sensor techniques turned out to be the easy part of implementing the sensor system. Like almost any major change in almost any organization, there was initial opposition.
"The biggest challenge has been changing the culture. Design didn't want to design them in, production didn't want to put them on, press operators wanted to disconnect the sensors ..." Schmit said.
The design department viewed the additional $1,000 to $2,000 the sensor system would add to the cost of the die as a counter effort to cut costs as part of lean manufacturing practices, he said.
Some in the company thought the system was too sophisticated and that it would be difficult to understand, operate, and troubleshoot. Until the production department completed training and fully understood the sensor system, there was confusion about what it meant when a sensor faulted out.
The press operators who previously had been assigned with programming the dies now were given a pre-engineered system. In the past dies had no more than four sensors. With the new sensor system, there are more—one die even has 28 sensors in it. That type of complexity required training and planning, according to Schmit.
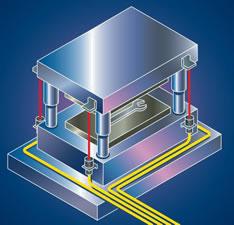 |
| Figure 1 |
The system comprises three parts—a sensor, a transmitter, and a receiver.
"The sensor is designed into the die to look at something in the tool that needs to happen on every single press stroke," Schmit explained (see Figure 1). "The sensor basically turns on or off. And it's that signal that you're trying to get to your main box. The press is looking for that sensor to go from the off to on position before it closes up. If the sensor is in the off position, the press control immediately gets a stop signal, and the press will stay open until that condition is fixed and the operator resets the control to close up the tool.
"A transmitter connected to the other end of the sensor wire jumps to a receiver, and the receiver then transmits that same signal from a sensor back into the main sensor box that is connected to the 'umbilical cord,' which then transfers the signal into the die protection control.
"Sensors verify that everything happens the way it's supposed to happen before the punch press actually closes," Schmit said, in conclusion.
"The great thing about it is, once we finally started seeing the results, I could say, 'Look, we've gained 40, 50 and 60 percent efficiencies and we have not had a single die breakage incident since we sensed them up.' So finally things are really starting to roll," Schmit said. "People started to realize that maybe it is of value to spend the time and money up-front, to get the dies sensored up correctly, knowing that we can run them safely."
Increasing Speeds. The company also recently installed a state-of-the-art die protection press control that, along with the sensors, monitors the process accurately. The Sensor Department did a short study comparing at what speeds presses were running before and after sensors were installed. "We've seen a 30 to 60 percent increase in press speeds," Schmit said.
Reducing Scrap. The company has been able to reduce its material usage by creating less scrap. "The sensors help us verify that every time the strip is advanced that the part is in the correct position and you are going to make a good part when you close that die up. So you don't have nearly as much scrap coming off the end of the die."
Averting Crashes. Sensors are instrumental in eliminating die crashes, just by verifying that all of the critical functions of the tool are actually occurring during every single press stroke, and that material is in the correct position in the die, Schmit said. "In other words, if a customer wants 20,000 parts, and we set up that job to run for a day, if we have one single mis-hit in those 20,000 hits, we may have destroyed some very expensive, very large die components—and then we have a catastrophe. It ends up costing us a lot more than just the cost of replacing those blocks," Schmit said.
If a die block breaks, scheduling becomes a major issue, he said. "If we damage the die and we have to pull it out to repair it, not only do we fall behind on that order, we also fall behind on the next customer in line. It makes for some tense moments, from the people on the floor setting it up all the way to customer service people trying to arrange things for the customer."
Schmit said die crashes are a safety issue too, especially when the company stamps certain materials, such as tough, 1/8-in.-thick stainless steel. "If a die closes on it and it's not in the correct position, die blocks literally can crack, and their splintered parts can be thrown out of the tool.
"The sensors give you the opportunity to run at maximum speed with the confidence that you can do it safely," he continued. "Definitely, fewer repair and maintenance issues mean better press efficiencies and shorter run times."
Acceptance has come as employees have been given adequate training, and have become more familiar with the sensor systems, Schmit said. He added that it helped that the company's president, Terry Hansen, believed in the sensor system and supported it all along. "Press operators can now run the presses without always having to be close by, waiting to hit the emergency stop. It gives them time to go and do their quality checks, and they have more time to stage the next die or coil," Schmit said. "I think our operators now feel that their additional training and skills have made them more valuable.
"We're in the process of retrofitting all of our existing tooling with sensors, and to date, we probably have 30 dies that are retrofitted. We have yet to see any die breakage on them," Schmit continued. "So we're currently reaping the rewards for all the time and effort that we've put into the program."
Ultra Tool & Manufacturing Inc., W169 N5954 Ridgewood Drive, Menomonee Falls, WI 53051, 262-703-0455, fax 262-703-0468, www.ultratoolmfg.com
Balluff Inc., 8125 Holton Drive, Florence, KY 41042, 800-543-8390, fax 859-727-4823, balluff@balluff.com, www.balluff.com

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






