
















Contributing editor
 |
Overseas competition, high material costs, just-in-time schedules, demanding quality requirements, stringent safety standards, and industry consolidation are the forces driving trends in the quick die change industry, industry experts say.
These forces have intensified the need for quick die change (QDC) equipment and processes, as well as for larger QDC equipment, machines that will not damage sensors, and more efficient die storage methods that can be integrated with quick die change equipment.
Overseas competition is driving a trend for U.S. fabricators to specialize in larger stampings, said Thomas Tinetti, quick die change sales manager, Serapid Inc., Sterling Heights, Mich. Therefore, larger presses and the corresponding dies are needed. This, in turn, means QDC equipment must be able to handle the increased weights and dimensions of larger tools, he said.
"Small brackets, hose carriers, cable carriers that might go into an engine compartment, widgets ... a lot of that little stuff goes overseas. They can put a bunch of them in a box and ship them across the ocean. They can't do that with hoods, or fenders, or even with door brackets because of their size, and that's the kind of work that's staying domestic, mostly because of shipping costs."
| Process schematics for sample QDC applications | |
|---|---|
 | Single-stage Die Cart on Rails
|
 | Double-stage Die Cart on Rails
|
 | Two Single-stage Die Carts on Rails
|
 |
Domino
|
Shops and contract manufacturers that are stamping large parts need to have the efficiencies of QDC to be competitive, Tinetti said.
"The way they make these large parts efficiently is to use a progressive die," Tinetti said. "So now you need to do four or five or six processes within one die set in one press. Then you have to move that whole set of dies out and exchange it with another set of dies," Tinetti said.
"When they buy a $5 million press and feed line, it doesn't make sense for their production to be down for two hours," Tinetti said. "The more productive companies, in my opinion, are taking those four die sections and putting them on a common plate and moving them in and out at once," Tinetti said. "That way they're just locating them at one time, they have a repeatable position, and they're doing the die exchange itself in less than 10 minutes—their whole press setup, hit to hit, in less than a half hour. And that's where they gain efficiencies," he said.
Out of higher quality demands, costly materials, and the need to protect dies from die crashes has grown the use of sensors, which in turn drives the need for more careful die handling, said Gary Zunker, president, Lightning Time Savers, Nicholasville, Ky.
"More shops are using sensors," said Zunker. "That leads right back to dedicated quick die change equipment, because if you put sensors on your dies, you've got to eliminate using a forklift. With sensors on dies, you can't be banging them around, dropping them on bolsters, and using forks to place. It's a real bad idea."
As stampers are addressing the requirements for just-in-time (JIT) operations and smaller batch runs, the number of changeovers and press downtime have increased, said Ron Demonet, vice president-system sales, Altas Technologies Inc., Fenton, Mich. "This handling process can be expensive, does not add value to the product, and increases the potential for die damage," Demonet said.
In addition, industry consolidation has increased the need to handle and store dies more often, Demonet said. "There are a lot of people consolidating operations right now; the stamping industry is not going through its best time," Demonet said. "So you see a lot of parts and dies being shipped to new locations. The handling of these die sets is really critical, and storing gets to be a problem. How are you going to store these dies? Either you build another building or you utilize existing floor space better."
Offshore competition also drives the need to reduce labor costs domestically so that they are more comparable to those overseas, some experts say. "The use of quick die change equipment enhances the effort to minimize labor costs," said Greg Stueve, director, press products, The Minster Machine Co., Minster, Ohio.
"The faster one die can be removed and another one installed and running, the lower the labor costs and, thus, the lower cost per part."
"Also, one person can do a changeover instead of two or three," Zunker added.
Stampers continue to look for ways to maximize press functionality to streamline processes. "As stampers bring more downstream or secondary operations into the press in an effort to optimize cost efficiencies, the ability to keep this equipment running with minimal downtime during part-to-part changeover becomes more critical," Stueve said. "Stampers today are looking for QDC equipment to be more integrated with other components in a press line for smoother operation of the entire line."
Last, QDC equipment can have a positive impact on pressroom safety and health-related costs, Stueve said "The use of QDC equipment can eliminate a number of manual operations that otherwise might produce ergonomic issues, as well as potentially reduce the number of accidents in the pressroom."
 |
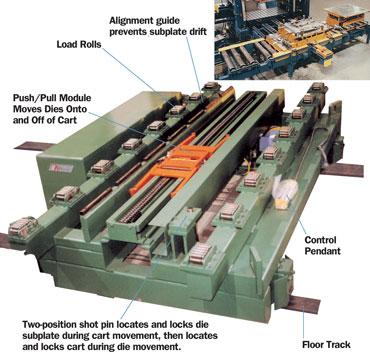
| Figure 1 Because of the trend toward larger presses, demand has grown for very large, dual-position die carts. Photo courtesy of Serapid U.S.A. Inc., Sterling Heights, Mich. |
Zunker agreed. "Rolling a die using a powered pusher mechanism is much safer. There are fewer pinch points, and the person does not touch the tool," he said.
Choosing the right equipment that will be the most cost-effective depends on each application and what the goal is for changeover time, Demonet said. He recommends that stampers considering implementing QDC equipment have a clear idea of what they want to accomplish. "Do you need a two-minute changeover, or will a 10-minute changeover meet your goals? I have seen companies implement an expensive two-minute die change system, when other aspects of their part changeover, such as coil change and finished part handling, take much longer than two minutes."
Quick die change starts with tool design and pressroom layout, and it is critical that the quick die change tooling coordinates with them, Tinetti said. Standardization of tool size is an important factor in implementing an automated QDC system, he said.
"When you talk about QDC and gaining efficiencies by changing tooling as quickly as possible, the key to it all really is the standardization," Tinetti said. "Because if you're working with a standard-size tool, you locate it in a press faster, more efficiently. You don't have die setters trying to nudge it with a crowbar. The world-class stampers that I see out there have done a really good job of standardizing their tooling."
Large, Dual-position Die Carts."Because of the trend toward larger presses, we have begun building extremely large, dual-position die carts," said Tinetti (see Figure 1). "We recently completed the largest such cart that Serapid has ever built; it handles two 240- by 96-inch tools weighing up to 200,000 pounds each."
Cameras on Die Trucks. Large die trucks sitting high off the ground can cause visibility problems. "For one customer, the trucks handle a 60,000-pound die that is 140 inches wide and 72 inches deep. The operator is 12 feet off the ground, and he cannot see anything down below," Zunker said. "We've equipped them with cameras. We have pins sticking out in front of the press, and then the operators use the camera to locate them. It actually shows the V on the truck going and hitting the pin. The camera allows one person to drive the die cart and dock it in under 20 seconds, even if the die cart is long or the dies are huge."
 |
| Figure 2 Rolling bolsters are suitable when the press table is at ground level. Dies are either exchanged directly on a rolling bolster, which is then pulled back into the press, or there is an exchange with a second bolster that has been prestaged with a new die. Photo courtesy of Serapid U.S.A. Inc., Sterling Heights, Mich. |
Mobile, Four-directional Die Trucks. Space constraints and narrow aisles make it difficult to move dies around in some shops. A mobile, four-directional die truck travels in the X and Y directions, which permits driving down the aisle sideways. Dies that are wider (in one direction) than the aisle can be moved into the press without the use of an overhead crane. This maneuverability increases the options for die storage and prestaging because the racks can be placed in a convenient location dictated by layout, rather than by cart restrictions.
Rolling Bolsters. Rolling bolsters are suitable when the press table is at ground level. The bolster is moved out of the press to allow easy and safe access to the die. The dies are either exchanged directly on the bolster, which is then pulled back into the press, or there is an exchange with a second bolster that has been prestaged with a new die (see Figure 2). Rolling bolsters using a rigid chain-pull system can reduce changeover time to less than 10 minutes and allow an almost hands-off quick change operation, according to Tinetti.
Two-tier Trucks. A new type of die cart that facilitates one-minute die changeovers with only one operator is an elevatorlike mechanism called a two-tier truck, Zunker said. "Basically, you drive up to the press with the new die sitting on the top tier. Using the cart, you pull the old die out, and then lower a new one and push it in. So as far as safety and speed go, there's nothing else out there faster," Zunker said.
 |
| Figure 3 This push-pull system uses a special-link-design chain, which mounts to the press bed or bolster and moves the die in or out of the press onto bolster extensions, a die table, or a die cart. Photo courtesy of Serapid U.S.A. Inc., Sterling Heights, Mich. |
Rigid Chain Push-Pull Systems. This push-pull system uses a special-link-design chain (see Figure 3). Typically, the die is transferred onto bolster extensions, a die table, or a die cart. The chain mounts to the press bed or bolster and moves the die in or out of the press. It operates with electric, pneumatic, or hydraulic motors.
"The heart of our push-pull system is our Rigid Chain, a special-link-design chain we originated that can fold up in one direction," said Tinetti. "The chain has a shoulder that allows the links to bend in one direction, but in the opposite direction the links lock in place. The chain uses a drive housing with a sprocket that turns and changes the rotary torque that you get from a motor to the linear force that the chain delivers."
Tinetti said the push-pull system typically handles 10,000- to 100,000-lb. dies, although the company recently manufactured an automotive system for 200,000-lb. progressive dies. "The chain allows you to jump, or traverse, across gaps. So in other words, if you have a die cart and a straight-sided press, where you can't get right up next to the bolster—there might be a 3-foot gap from the columns to where the bolster is—with our chains you can push across the gap," he said.
Swing-aside Push-Pull Systems. This equipment allows access to the back of the press for maintenance by removing a pin. It can be swung aside with one hand.
Traveling Clamps. This new clamp is designed to increase the uptime of a press by eliminating the need to relocate clamps manually to accommodate dies of varying dimensions, Tinetti said. It bolts directly to the face of a slide, allowing a push-pull system to push a hydraulic rod clamp into position along a T-slot. Once the clamp reaches the desired location, a proximity sensor indicates that the traveling clamp is ready for activation.
 |
| Figure 4 Automated storage and retrieval systems can make die changeover more efficient by eliminating the need for fork trucks and cranes. ASRS typically accommodate dies up to 50 tons. Photo courtesy of Atlas Technologies Inc., Fenton, Mich. |
Automatic Storage and Retrieval Systems. When most companies want to increase production capacity in a plant, their first impulse is to go out and buy another press, Demonet said. As companies grow and floor space and die storage capacity diminish, die racks and automatic storage and retrieval systems (ASRS) offer flexible and cost-effective alternatives to shop expansion projects, he said (see Figure 4).
Demonet cited a case in which a customer was going to install four new presses to handle a new product line. "We showed them that if we integrated QDC and ASRS, they would have sufficient capacity with two presses. And that's what they ended up doing.
"ASRS make die changover more efficient by taking fork trucks and cranes out of the equation," Demonet said. ASRS for stamping dies typically are available for dies up to 50 tons.
Quick Die Change Processes
QDC is more than equipment—it is an entire mindset, according to Demonet. This means implementing consistent quick changeover processes in addition to having dedicated QDC equipment, he said. "It means getting dies prestaged, making sure you have all the tools present, the manpower present, all the material handling equipment ready, so that when it's time for changeover, it's just a matter of exchanging dies quickly," he said.
Zunker offers training in QDC processes he calls The Blitz, which is designed to teach stampers how to reduce changeover time by 50 percent to 70 percent without spending money on capital equipment.
There are many different ways to implement quick die change, Zunker said. His training touches on poka-yoke, continuous improvement, changeover process practice, and facility layout and tool modifications.
"Future innovations in QDC will revolve around increasing the level of automation," Tinetti predicts. The switch from manual operations to hands-off, automated operations saves time, improves work conditions, and increases worker safety, he added.
Demonet predicts that more integrated die change and handling/storage systems that minimize operator intervention will be the trend for stamping companies. "Die changeover will become a simple one-button operation," he added.
Zunker's predictions focus on what will be absent, and are accompanied by some pointed warnings. "Management has got to wake up out there—some are having people push-pulling 2,000-, 3,000-pound die sets by hand."
Zunker also targets obsolete clamping approaches. "Everybody has to get rid of drilled and tapped holes," he said. "You're limited to using a bolt in there, which is cumbersome and slow, and that's why people have 20-, 30-minute clamping time during changeovers."
Zunker suggests stampers follow trends the automotive segment is setting. "I cannot believe that 20, 30 years from now, plants will still be handling their dies with fork trucks, with all their disadvantages," he said. "If you notice, automotive is probably the leader in the industry in putting sensors on dies, and they handle all of their tools with rolling bolsters or wheel die cart systems or some type of die handling system. They don't handle them with forklifts," he said.
Atlas Technologies Inc., 201 S. Alloy Drive, Fenton, MI 48430, 810-629-6663, fax 810-629-8145, www.atlastechnologies.com
Lightning Time Savers Inc., 103 Steeplechase Court, Nicholasville, KY 40356, 859-223-9277, fax 859-223-1066, www.lightningtimesavers.com
The Minster Machine Co., 240 W. Fifth St., Minster, OH 45865, 419-628-2331, fax 419-628-3517, www.minster.com
Serapid U.S.A. Inc., 5400 18 Mile Road, Sterling Heights, MI 48314, 586-274-0774, www.serapid.com

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






