















Professor Emeritus and Director - Center for Precision Forming

Elevated-temperature (ET) forming of aluminum can be accomplished isothermally or nonisothermally. In isothermal warm forming, the die, blank holder, and punch are heated. In nonisothermal deep drawing, the die and blank holder are heated, and the punch may or may not be cooled. The die and punch are kept at different temperatures, which means the temperature of the sheet is not constant during forming.
Modeling of nonisothermal warm forming is a rather complex process which requires accurate constitutive material models and heat transfer calculations, as well as simulation of the deformation process.
The finite element method (FEM) is used widely in industry for sheet metal forming simulation. FE simulations of ET forming processes can be carried out with many commercial FE software packages. Conducting successful FE simulation of aluminum ET forming requires a comprehensive understanding of the process details.
Robust and reliable FE simulation is essential for the optimum design of ET-stamped components from aluminum alloys, especially 7xxx alloys, and requires the knowledge of:
The Center for Precision Forming (CPF), in cooperation with AIDA-America, conducted a laboratory study on ET forming of round cups from 5754-O aluminum alloys. The tooling used is shown in Figure 1. To achieve the nonisothermal conditions in the experiment, the die and blank holder were heated to 300 degrees C with cartridge heaters, and the punch was cooled by water circulation. A PTFE-based lubricant provided excellent lubrication at ET conditions.
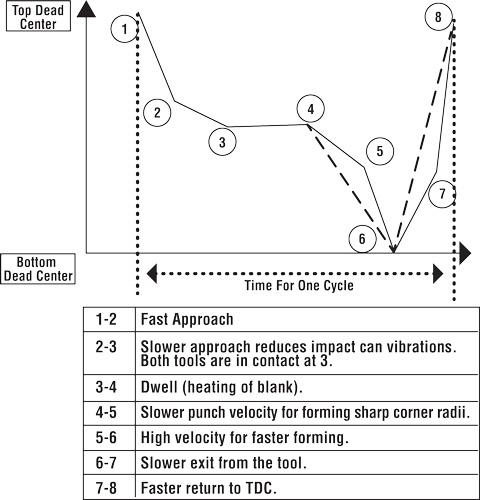
The AIDA servo-driven press enabled maximum flexibility in the ram speed control (see Figure 2). Formability experiments showed that for Al 5754-O, ET forming helped reduce thinning at the punch corner. FE simulations using DEFORM 2-D software indicated that the heat transfer coefficient had a significant effect on the thickness distribution of the cups.
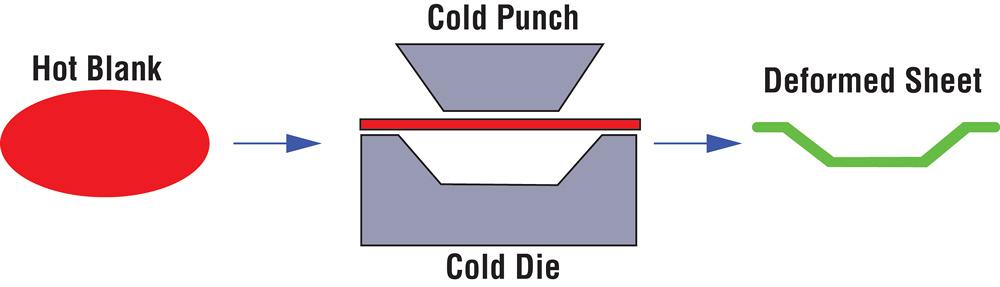
To develop a robust and cost-effective ET forming process, CPF conducted studies using a heated sheet and cold die (see Figure 3). The sheet was heated to a selected temperature and transferred to the room-temperature dies. Compared to normal warm/hot forming processes, this operation required less energy because only the sheet was heated; tooling costs were lower as well. Although it was a relatively simple nonisothermal process, researchers needed to determine the material behavior under certain temperatures and strain rates, heat transfer, and friction.
In a recent study conducted by USCAR, aluminum alloys were warm-formed using relatively low-cost tooling. In the process, the aluminum sheets were preheated to about 200 to 300 degrees C and formed in room-temperature dies. Tests showed that the aluminum panels could be formed successfully at 250 degrees C, +/- 10 degrees C. However, additional studies are required to evaluate the effects of the increasing die temperature on the formability at high production rates.
Concerning warm stamping of precipitation-hardenable, high-strength alloys (7xxx), a number of companies including Benteler, Aleris, Ford, and Hydro-Aluminum are conducting R&D with the objective to produce structural chassis parts (such as B-pillars and roof rails) to replace hot-stamped boron steel parts using 1,600-MPa UTS. These studies already developed preliminary techniques for material modeling, lubrication, analysis of metal flow and fracture behavior, postheat treatment, and e-coating (paint baking) techniques. However, the material and processing costs must be addressed before this technology can be introduced to production.
A case study conducted at CPF focused on FE simulation of ET forming of a B-pillar with Al 7075-T6 using PAMSTAMP®. The 2-mm-thick 7075-T6 Al blank with an initial temperature of 220 degrees C was formed virtually in room-temperature dies.
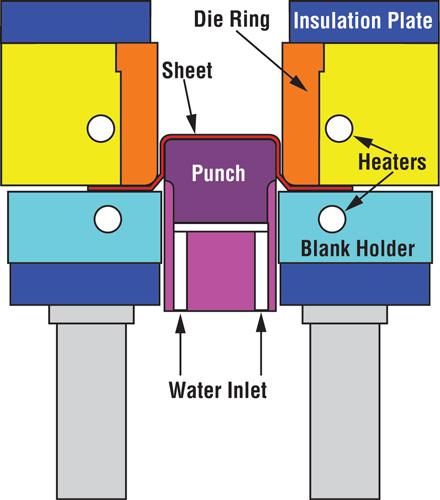
Figure 1
CPF used this nonisothermal drawing tool
in its laboratory study of ET forming of
round cups from 5754-O aluminum alloys.
From “Warm Forming of Magnesium and
Aluminum Alloys.”
The surface heat transfer coefficient (HTC) is a function of interface pressure if two interfaces are in contact. HTC increases with the increasing pressure until the pressure exceeds a threshold value. Based on the experimental research conducted by Ilinich and Luckey, the HTC under different contact pressures was determined using a ring-shaped 7075 blank.
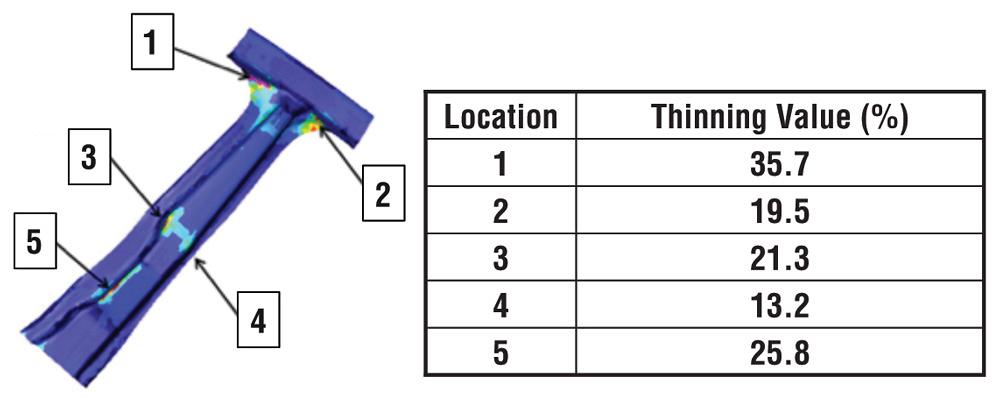
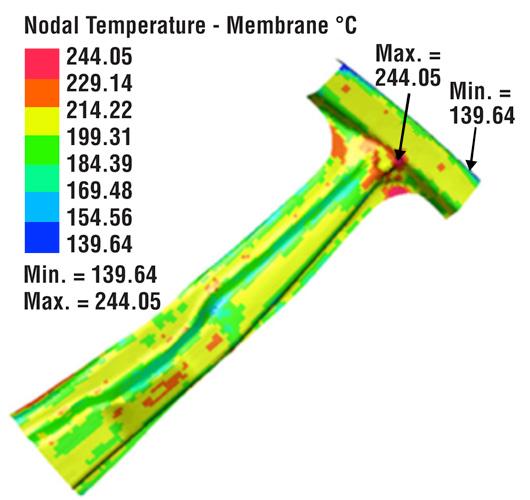
Figure 4 shows the predicted thinning values at selected locations in the B-pillar in the simulated warm forming of Al 7075. The maximum thinning in the current case is 35.7 percent at location 1. As shown in Figure 5, the temperature distribution in the deformed part also was predicted using PAMSTAMP. Compared to the initial blank temperature, the temperature reduction in the deformed B-pillar was about 50 degrees C, with a forming time of about 1.6 seconds.
Resources
T. Altan and A.E. Tekkaya, “Warm Forming of Magnesium and Aluminum Alloys,” Sheet Metal Forming-Fundamentals, Processes and Applications, Vol. 2 (Novelty, Ohio: ASM International 2012).
N.R. Harrison et al., “Optimization of High-Volume Warm Forming for Lightweight Sheet,” SAE Technical Paper 2013-01-1170.
A. Ilinich and S.G. Luckey, “On Modeling the Hot Stamping of High Strength Al Sheet,” SAE Technical Paper 2014-01-0983.
N. Zhang and Fadi Abu-Farha, “Characterizing and Modeling the Deformation of AA5182 for Hot Blank – Cold Die (HB-CD) Stamping,” TMS Annual Meeting & Exhibition, Orlando, Fla., 2015.

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...






{kind=link}
{kind=link}
{kind=link}