















Servo Press Scientist

Advanced high-strength steels (AHSS) are used widely in the automotive industry to reduce body weight and increase crash resistance. Precision and reduction of springback are challenging when forming these alloys, so the industry is continuously developing new techniques to compensate for springback and to prevent recuts of the dies during tryouts.
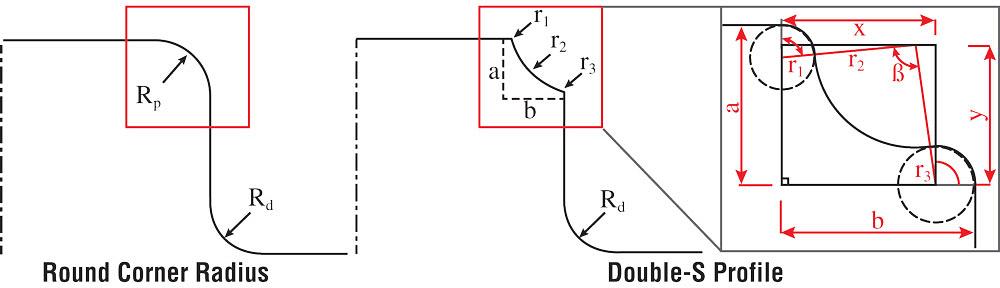
Opel of Germany recently developed a new die/punch geometry that significantly reduces springback in U- and hat-bending of AHSS. In this application, a round punch corner design is modified to have a double-S profile with three radii (see Figure 1).
The three radii are defined as r1, r2, and r3. Conventional springback is caused by the two convex radii r1 and r3. The addition of the r2 radius in the middle allows springback compensation, because the third radius leads to springback in the opposite direction.
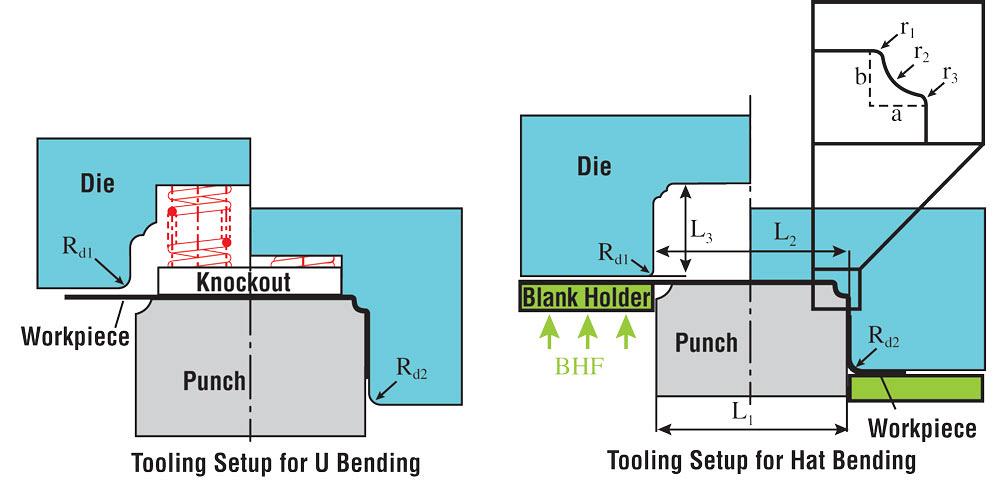
The Center for Precision Forming (CPF) has investigated the double-S profile further in an effort to eliminate springback in AHSS sheets during the U-bending and hat-bending processes. In this case, part corners were bent with a punch with three corner radii. Researchers applied this method to a U-shaped profile and a hat-shaped profile, both made of 1.5-millimeter-thick DP800 material as in previous studies. They conducted finite element simulations of the bending processes using DEFORM 2D software (see Figure 2).
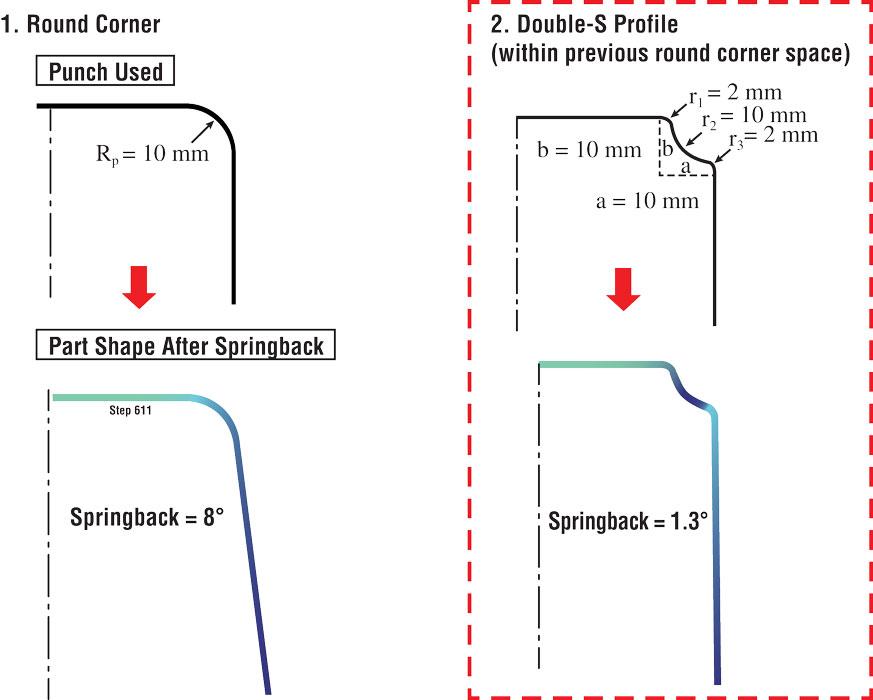
U-bending simulations were performed for a round corner shape and a double-S profile to compare results for springback reduction. The double-S profile was effective in reducing springback in U-bending (see Figure 3). A larger r2 value and smaller r1 and r3 values resulted in lower springback. In this case, the optimal combination of three radii was determined to be 2, 10, and 2 mm for r1, r2, and r3, respectively.
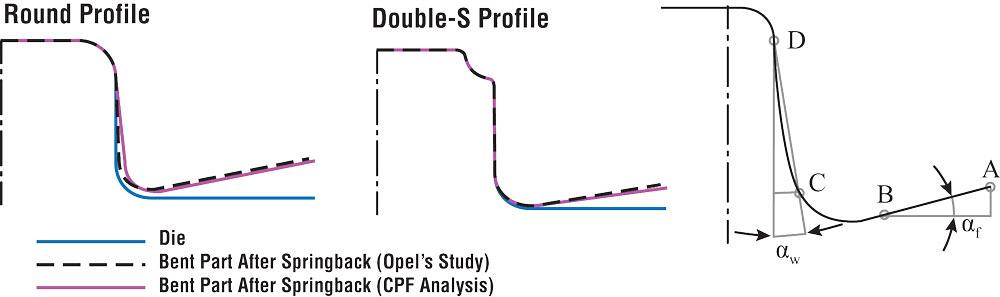
CPF researchers conducted hat-bending simulations using dimensions similar to those used by Opel. The results prove the effectiveness of the double-S profile in reducing springback in hat-shape bending on flange angle (αf), wall angle (αw), and side wall curl (see Figure 4).
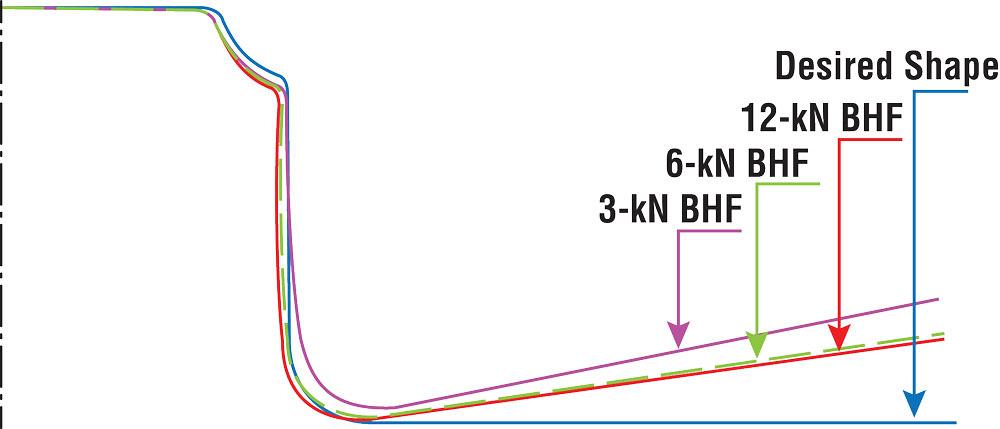
FE simulations also were conducted with different constant blank holder force (BHF) values. For the given material, sheet thickness, and geometry, as expected, higher constant BHF leads to a reduction in springback (see Figure 5).
Some analyses also were performed using a variable BHF. Researchers found that, for the given material, sheet thickness, and geometry, the use of variable BHF does not lead to lower springback than that obtained using constant BHF.
ReferencesN. Koch, “Big Moves Towards Lightweight Vehicles (Adam Opel AG introduces new design strategy with help from ESI PAM-STAMP),” www.esi-group.com/sites/default/files/resource/customer_success/5109/opel_success_story.pdf.F. Schuler, “New Design Strategy for Springback Control of AHSS Structural Parts,” slide presentation, personal communication.
Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}