















Graduate Research Associate - Center for Precision Forming

New materials require new manufacturing methods. Deep drawing of advanced high-strength steel (AHSS) and certain aluminum alloys (such as 6XXX) requires flexible forming operations. Therefore, the use of servo presses and servo hydraulic cushions continues to increase.
Servo presses are used mainly because of their capability to increase production rate as compared to mechanical presses, through shorter cycle time (higher strokes per minute), availability of pendulum mode, and reduced stroke length. Figure 1 illustrates the major differences between the ram motion of a conventional mechanical press and a servo press.
A number of other useful characteristics make servo presses a good choice for forming operations:
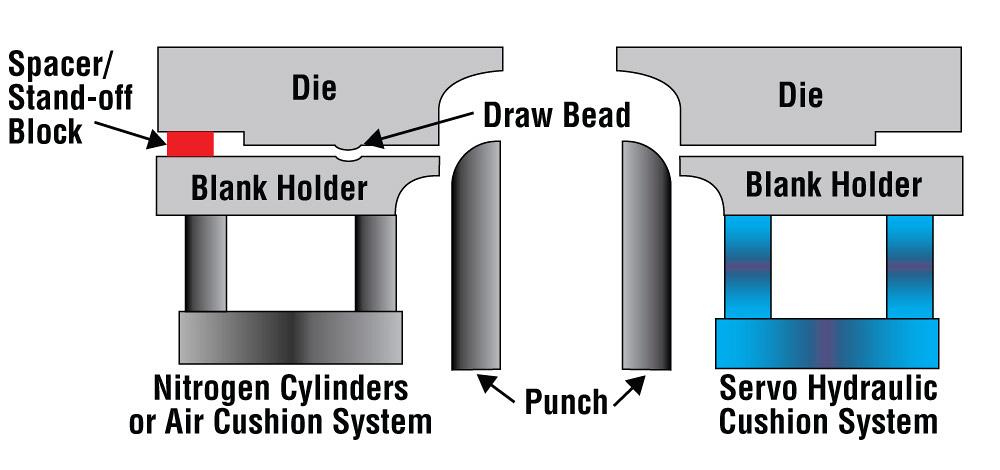
As discussed in this column in the May/June 2016 and March/April 2017 issues of STAMPING Journal®, controlling the material flow is critical to preventing splits or wrinkles in drawing operations. The force required to stretch the blank can be generated by draw beads and pneumatic (air or nitrogen) or hydraulic cushions.
The cushion force can be transmitted from the binder (or blank holder) to the blank in three different ways (see Figure 2):
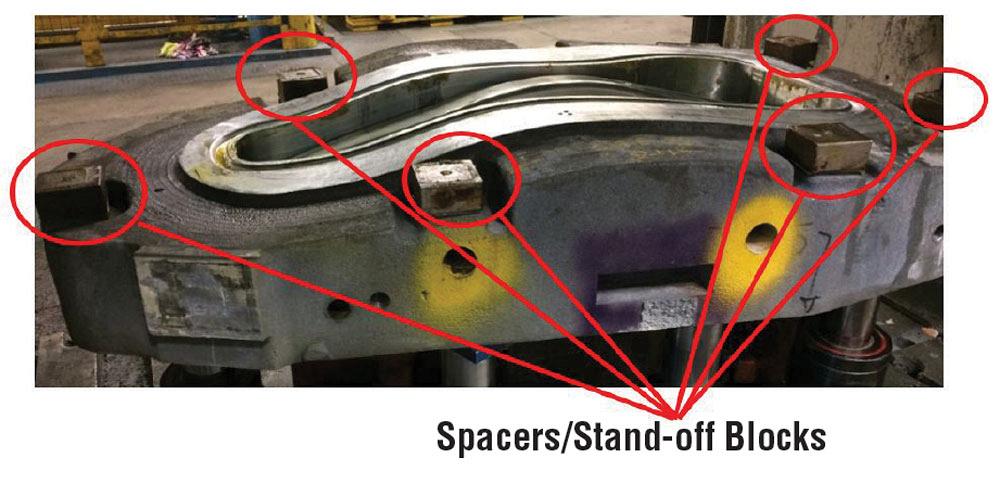
Spacers and draw beads have been used in the industry for a long time, mainly because they are relatively inexpensive and practical. Some companies have gone further and automated these technologies. One example is the “intelligent tool” developed by Audi to adjust the spacer height to an optimal value according to laser measurements of the flange motion during the drawing process.
Servo hydraulic cushions are assembled into the press, so usually there is no need to have nitrogen cylinders built into each die set. Servo presses and cushions can be used for:
The Center for Precision Forming (CPF) at The Ohio State University, in cooperation with AIDA-America, Batesville Tool & Die, IRMCO, Hyson, and Shiloh Industries, is investigating the applications of servo presses and servo cushions. One option being explored is the feasibility of replacing the spacers and draw beads with servo cushions (see Figure 2), especially when using multipoint cushions. This mode of operation might save material and can allow the use of the servo press characteristics listed previously.
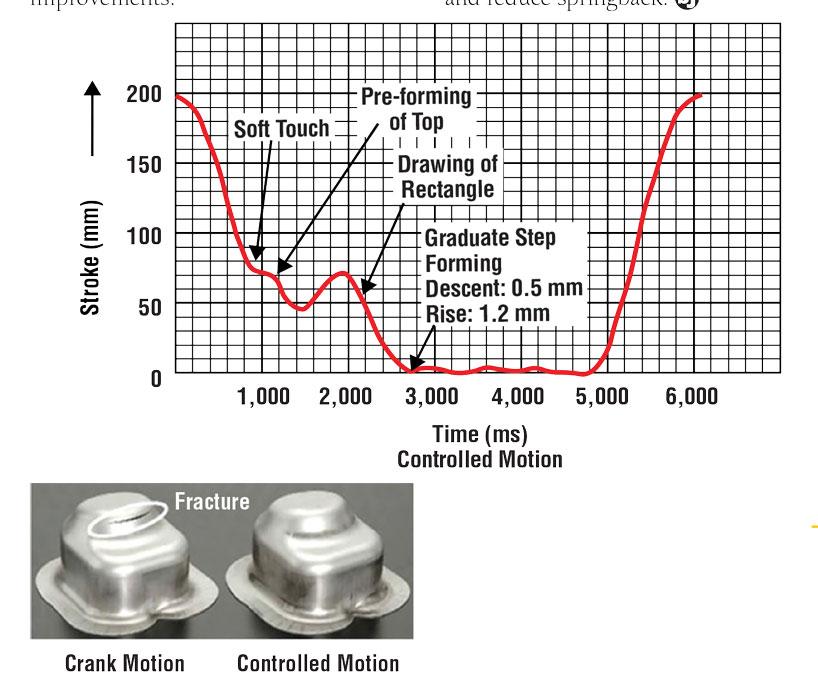
The results of some of these preliminary tests without spacers are shown in Figures 5 and 6.
Better results (no fracture) have been observed when forming parts at a higher ram speed while keeping all other parameters—cushion force, draw depth, lubricant—constant (see Figure 5a). However, researchers are still investigating the reasons for these improvements.
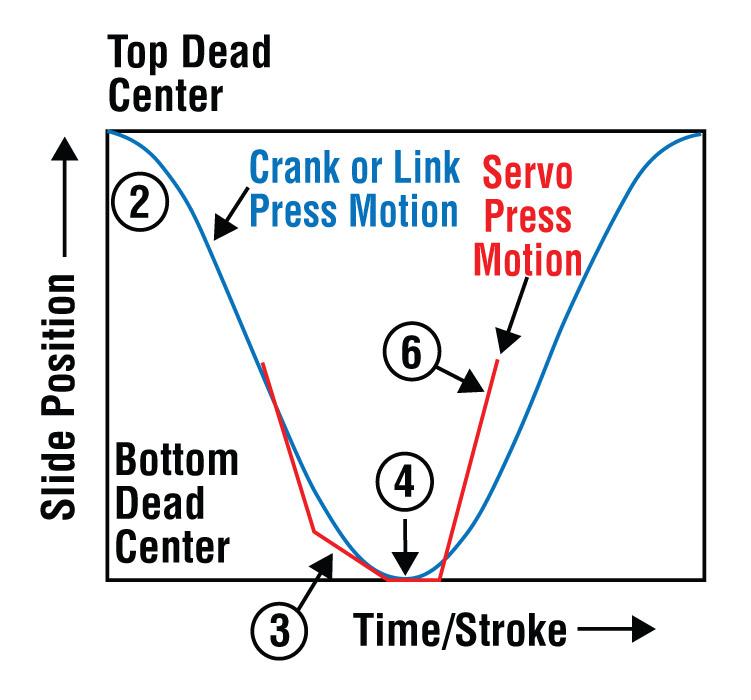
Figure 1
The slide stroke curve of a mechanical press differs from that of a servo press.
When constant ram motion is used and the part fractures, the attach/detach method has been an effective remedy in some cases (see Figures 4 and 5b).
In this method, the ram motion is reversed during the forming portion of the stroke to a point that the binder detaches from the die. Later, the ram motion is reversed to form the part (attach).
Some of the latest servo cushion models have the capability to pulsate, and vibrations in the flange are known to improve lubrication conditions in certain cases.
Researchers conducted experiments to prove this principle, and in some cases, results showed improved drawability (see Figure 6).
Variable cushion force replicates forming with spacers by increasing the BHF toward the end of the forming operation. Increasing the BHF near the end of the stroke helps to stretch the material and reduce springback.
References
T. Nakano, “Press machine trends and servo press forming examples,”
Steel Research International, Vol. 81, No. 9 (2010), pp. 682-685.A. Yadav et al, “Multipoint-control die cushion systems for stamping complex parts - Part III,”
STAMPING Journal, November 2006, pp. 36-37.
Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}