















Contributing Writer
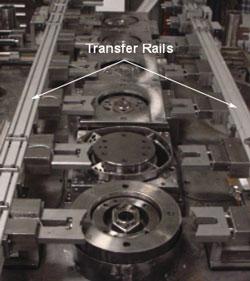
Piece parts stamped in transfer dies are transferred via traveling rails mounted within the boundaries of the press.Image courtesy of Batesville Tool & Die, Batesville, Ind.
Processing, designing, and building a stamping die can be very complicated. This broad overview of stamping dies—what they are, types, how they are made, and the components that comprise them—is intended to provide a foundation for understanding dies and answer questions about die fundamentals.
A stamping die is a special, one-of-a-kind precision tool that cuts and forms sheet metal into a desired shape or profile as the sheet metal is pressed, or stamped, between two mating components (see Figure 1). A die gets the force it needs from a press. The part produced by stamping the sheet metal between the dies in the press is called the piece part.
Though die types are many, they can be broken into two basic types—cutting and forming. Many dies perform both cutting and forming.
Cutting Dies. Cutting is perhaps the most common operation a stamping die performs. Cutting operations are blanking, shearing, trimming, piercing, and notching .
The sheet metal, positioned between two dies, is severed as the die cutting edges move past each other. The dies have a small gap between them, called the cutting clearance. Clearances change, depending on the type of cutting operation, metal properties, and the desired edge condition. The cutting clearance often is expressed as a percentage of the metal thickness. In most cutting operations, the metal is stressed to the point of failure, producing a cut edge that has a shiny portion referred to as the cut band or shear, and a portion of the edge called the fracture zone or break line (see Figure 2).
Forming Dies. There are numerous types of forming dies. Some of the most common forming die types are bending, stretching, flanging, drawing, coining, extruding, and ironing.
1. Bending. Bending can be defined as a forming operation in which the metal is deformed along a straight axis. Tabs and channels are formed using the bending process.
2. Stretching. Stretch forming imparts impressions or cavities in a flat or convex sheet metal part whereby surface enlargement—unlike deep drawing—is achieved by reducing the metal’s thickness. A classic example of a stretched part is an automobile hood.
3. Flanging. Flanging is the bending of metal along a curved axis. Two basic types of flanges are tension (stretch) flanges, and compression (shrink) flanges. Tension flanges are susceptible to splitting. Compression flanges are susceptible to wrinkling.
4. Drawing. Of all the forming operations used to create parts, drawing may be the most impressive. Draw dies create the part shape by controlling metal flow into a cavity and over the forming punch (seeFigure 3).

Figure 1Cutting
Draw dies use a pressure-loaded plate or ring, called a draw pad or blank holder, to control the metal flow into the cavity. The draw is designed to prevent the metal from wrinkling as it flows into the cavity. Increasing or decreasing the pressure exerted under the pad controls how much metal feeds into the die.
Oil pans, automobile doors and fenders, cookware, and doorknobs are just a few of the parts manufactured using drawing.
5. Coining. This forming die type creates the part shape by squeezing the metal under extreme pressure. The die penetrates the piece part. Often coining is used to reduce the metal thickness as well as to shape the part. Coins (metal currency) are created using the coining process.
6. Extruding. This is a process in which the metal is bent, or flanged, into a continuous radial profile around the perimeter of a prepierced hole. An extrusion also is referred to as a hole expansion or a continuous radial stretch flange. Like the stretch flange, the metal is susceptible to splitting.
7. Ironing. Ironing dies are similar to coining dies in that they use compression to deform the metal. However, unlike conventional coining, ironing squeezes metal along a vertical wall.
This highly compressive process unifies a wall’s thickness as well as increases the length of a drawn vessel. Items such as beverage and soup cans are made using an ironing process.
Dies can range in size from those that can fit in the palm of your hand for making microelectronics to those 20 square feet wide and 10 ft. thick for making entire autobody sides. Certain dies can make more than one piece part per cycle.
In addition, die size varies depending on the production method in which it is used.
Single-station Dies. These dies typically are used for a low-production, hand-fed single cutting or forming operation.
Progressive Dies. Progressive stamping is one of the most common, fastest means of producing piece parts. Unlike in a single-station operation, all of the stations in a progressive-stamping line needed to cut and form the piece part are mounted on a single common die set. These stations are properly timed and sequenced so that the piece part can be fed ahead of a given constant distance. This distance is called the progression, or pitch. As the strip or coil advances through the die in the press, each station cuts and forms the part in a given sequence.
Figure 2Typically, a stamped part's cut edge has a cut band and a fracture zone.
Each stage of the part remains in the original strip or coil and is “tied together” using a portion of the strip or coil called a strip carrier. Many different stages of a part—even left-handed and right-handed halves of a part—are stamped with a single stroke of the press (see Figure 4).
Transfer Dies. Transfer dies are line dies that are timed together and spaced an even distance apart in one press. The distance between each die or station that the part must travel is referred to as the pitch. Unlike in single-station dies or progressive dies, the piece part is transferred via traveling rails mounted within the boundaries of the press (see image at top of page).



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}