















Contributing Writer

Figure 1: Coils of steel being processed
As a consultant for the sheet metal stamping and die building industries, I often am asked questions like these: How come only one out of every 500 or so parts splits? Why can’t I make this part shape consistently? Why is it that when the die heats up, it makes good parts, but when it’s cold, the parts split? Or just the opposite: Why is it that when the die is cold it makes good parts, but when it warms up the parts split?
To understand why these things happen, you must have a comprehensive understanding of the process variables you must deal with in drawing and stretching operations. (Did you notice that I said deal with and not correct? Read on.)
Everything manufactured has tolerance. Even an expensive set of high-tolerance gauge blocks that are ground and lapped to as little as 0.0000001 in. have tolerance. Coil steel has tolerance with respect to its mechanical properties; dies have tolerance standards; lubricants have tolerance standards; and presses have tolerance standards. As ironic as it may seem, I have been in stamping plants where the tooling is expected to produce a part with smaller tolerances than the input variables. There is a name for this expectation; it’s called insanity. It’s an attempt to defy the laws of physics, and as Dr. Stuart Keeler, a well-respected icon in the metal forming industry, once said to me: “When sheet metal meets physics, physics always wins.” Well said, Stu!
A good guideline for tolerancing is to remember that the process and input variables used in manufacturing the product must have a tolerance of 10 times greater than the product. For example, don’t expect a profile of surface tolerance to be +/- 0.005 in. when your incoming material has a tolerance of +/- 0.010 in. Realistically, to achieve this tolerance, you should use metal with a thickness tolerance of +/- 0.0005 in. In short, don’t expect perfection from your process unless all of your process variables are manufactured to 10 times perfection. Not gonna happen ... a pipe dream. It’s like measuring the thickness of a Class AAA gauge block with a tape measure.
Material is a big variable. No coil of metal has the same mechanical properties from the beginning of the coil to the end, and no two coils are identical. Even coils cut from the same master coil have mechanical differences. Anyone who tries to tell you otherwise is either fibbing or has found some way of miraculously defying the laws of physics.
Please understand that in no way am I saying the metal is not within a given specification or standard. Statistically speaking, the chances are that it is. However, remember that a given spec encompasses tolerance (Figure 1). The process of making steel and nonferrous metals has many variables. The main three are chemistry, time, and temperature. Think of steelmaking like baking a cake. In order to have a successful cake, the ingredients must be the correct type and amount. This could be defined as the metal’s “chemistry.”
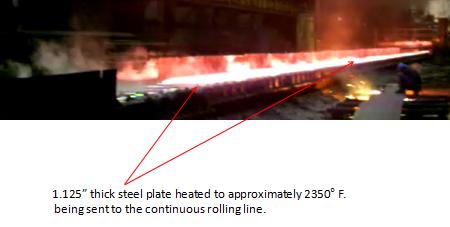
The baking oven must be the proper temperature. For a cake it’s pretty easy to control the temperature. However, think of trying to keep a ribbon of steel that is 3 ft. wide, 200 ft. long, and 1 in. thick a constant, even temperature while it is being rolled (Figure 2). Unlike a baked cake, coil metals are not processed completely inside an oven with a constant temperature. The metal is heated, pulled from the oven, and rolled into coil form. During the latter stage, it is difficult to control the metal’s temperature. Different thicknesses have different cooling rates, and some metals are far more sensitive to minor changes in rolling temperature. Factors such as the building temperature and humidity can affect the material. Yes, Mother Nature even plays a part in making coiled steel.
Keep in mind that the correct metal chemistry doesn’t guarantee its performance. When making a cake, you might get the ingredients correct, but bake it in a 500-degree oven for two hours, and what happens? Not a good cake. Controlling the ingredients for steelmaking is reasonably easy. However, controlling the baking time and temperature are much more difficult.
Given all of the variables that coil producers have to contend with, it’s amazing that they are able to produce the levels of consistency that they do. My hat’s off to steel processors!
Strain, as it pertains to sheet metal, is defined as the deformation of a metal under the action of applied forces. The two basic types of strain are elastic and plastic. Elastic strain occurs before any permanent deformation of the metal. Plastic strain occurs after elastic strain. Think of the process of bending a small piece of sheet metal. As you hold it in your hands and begin to bend it, there will be a point at the very beginning of the deformation when if you let go, the metal returns to its original shape. This demonstrates elastic strain. The return back to its original shape is called elastic recovery, more commonly known as springback (Figure 3).
Figure 3
If you continue to deform the metal, it eventually begins to change its shape permanently. This permanent deformation is called plastic or permanent strain. For a stamping to hold its shape, it must be plastically strained. When the plastic strain is reached, the metal begins to change its mechanical properties via cold working or simply by work hardening. Think of the process of bending a coat hanger back and forth. Two things happen: First the metal gets hot, and then it becomes very brittle and eventually fails.
It’s important to remember that regardless of the metal type, after plastic strain is reached, a certain amount of elastic recovery always occurs. All metals have springback.
Stress can be defined as a measure of the internal forces acting within the deformed metal sheet. In other words, stress is the result of plastic strain. Depending on the metal type and the forming severity, residual forces can be exerted on the part geometry. These forces can cause parts to twist, bend, bow, and deform in many ways. The amount that the metal elastically and plastically deforms is a product of many different variables, including the metal itself (Figure 4).
At this point you may wonder, Why the lesson on stress and strain? What do these have to do with inconsistency and splitting issues? Have faith; the rhyme and reason for explaining these will become very apparent when you read Part II. Until then, keep your hands out of the press!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}