
















Contributing Writer

Figure 1: A stamped bright finish stainless steel sink
First let's begin with the basics. Sheet metal is one of the strongest materials that can be readily shaped and cut. Because of its strength, it is an ideal candidate for making parts that require good load-bearing ability. Also, many metals have good corrosion resistance, as well as good electrical conductivity. This makes metal a good candidate for electrical components.
Sheet metal is recyclable, so it can be reused indefinitely. Items made from sheet metal can be aesthetically pleasing (Figure 1), which makes the material a great candidate for products that require both good visual appearance and strength.
Sheet and coil material is produced by progressively squeezing a red-hot, large, rectangular block of metal between rollers (Figure 2)—much like an old-fashioned clothes ringer on a washing machine. This metal-squeezing process commonly is referred to as the rolling process. Each time the metal is rolled, it gets thinner and thinner. The space between the final set of rollers determines the final metal thickness.
After the desired thickness is obtained, the sheet metal then is rolled into a large coil. Typical sheet metal thicknesses used in stamping are 0.001 in. to 0.625 in. Although most stamping operations use sheet steel, special dies can cut and form steel bars up to 3 in. thick.
Many different types of metal can be cut and formed in a die. Everything from gold to special superalloys used in the aerospace industry can be stamped (Figure 3). However, of all the materials stamped today, steel is the most common. Hundreds of steel types—from mild to special grades of advanced high-strength steel—are available for stamping.
Stainless steel is used in many stamping applications. Certain grades of stainless steel, such as the types that are used to make kitchen sinks, offer great formability, while others offer great corrosion and heat resistance. Some stainless steels can be hardened after they are stamped. These types often are used to make surgical tools and high-quality knives.
The metal selected for a stamping application must be the type and thickness that can be cut and formed into a part that fits and functions properly. Before a process can be established or a die to perform it can be made, you must have a good understanding of the material's mechanical properties. Specific critical properties will be discussed in greater detail in a later article. Knowing them helps you determine if the metal can be formed or cut in a die; how many operations are required; which tool steel type is needed; the press capacity; and other die design parameters. Attempting to develop a process without understanding the material you are cutting and forming is very risky and can result in catastrophic failure.
It takes a great deal of force and energy to cut and form sheet metal. For example, to cut a 10-in.-diameter circle out of a sheet of 0.125-in.-thick mild steel, it takes approximately 157,000 lbs. of pressure. To help put this in perspective, you would have to stack approximately 13 elephants on top of a cutting punch for it to penetrate through the sheet metal.
A press is a special machine that supplies the necessary force to form and cut the sheet metal. Consider this: One ton equals 2,000 lbs. Achieving a force equal to 157,000 lbs. requires a press with a minimum force of 78.5 tons. By today's standards, this is a very small, low-tonnage press. Presses range in tonnage from 10 to 50,000; 50,000 tons equal 100 million lbs. Press safety procedures are critical. Even the smallest press will not stop for an arm or a finger.
The numerous presses in use today can be grouped into three basic types: crank-drive, hydraulic-drive, and servo-drive. Many variations exist. Some of the most common are gap-frame, straight-side, and eyelet presses.
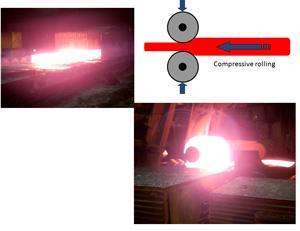
Figure 2: Steel rolling process
Some presses can run at speeds in excess of 1,500 strokes per minute. These commonly are referred to as high-speed presses. Other presses may cycle very slowly and produce fewer parts in a given amount of time. The speed at which a press cycles is based on many factors, including the sheet metal type, the shape and size of the part, the type of die that is used, as well as the type of automated equipment used in the stamping process.
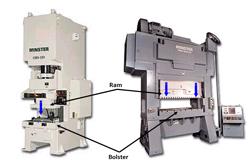
All presses utilize a moving component or portion of the press called the ram. One half of the die is attached to the ram, while the other half is attached to a stationary part of the press called the bolster plate (Figure 4). The distance that the ram travels in one direction is referred to as the stroke of the press. Presses have stroke lengths from 0.250 in. to 40 in. depending on the intended application.
To accommodate a large variety of die thicknesses, the press's shut height must be adjustable. The shut height can be defined as the distance from the bottom surface of the ram to the top surface of the bolster plate when the press ram is at its lowest point. We call this ram position bottom dead center.
Don't confuse the stroke length of the press with its shut height. With the exceptions of hydraulic and servo presses, the stroke length is a constant distance, while the shut height can be altered. For example, if your press has an 8-in. strokelength, the ram travels a distance of 8 in. downward and 8 in. upward for a total cycle distance of 16 in. The position in which the ram starts this motion is adjustable, but the 8 in. of travel distance or stroke length is not.
The press's total shut height adjustability changes with respect to the type, size, and purpose of the press. For example, a 500-ton tryout press, typically used by die builders, may have a great deal of shut height adjustment; 10 in. to 20 in. is not uncommon. This allows the die shop to build and try out many different die types and sizes.
High-speed presses typically have short stroke lengths and, therefore, very little shut height adjustability. Using a press with an excessive stroke length can result in lower part output. This is because the ram travels an excessive distance before the die is actually performing work.
As mentioned earlier, hydraulic- and servo-drive presses are the exceptions to these basic rules. These presses have both adjustable shut heights and stroke lengths and are good candidates for a variety of stamping operations.
Great care must be taken when selecting a press. Variables such as tonnage, stroke length, bed size, deflection rates, ram speeds, drive types, and shut height adjustability are very important. However, one of the key things to remember is that the press is a very crucial part of the metal stamping process. The wrong type or a poorly maintained press may result in failure regardless of the die quality. When I am conducting a public seminar, I tell my attendees, "You can have a jewel of a die, but if you put it in a glorified 200-ton trash compactor, you will make trash." Don't dismiss the importance of the press.
Part III of this series will focus on dies.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}