















Corrosion Engineer

Titanium is the ninth most abundant element in the earth's crust and the fourth most commonly used structural metal. In nature, it occurs only as a mineral (ore) in combination with oxygen or iron (rutile, TiO2, or ilmenite, FeTiO3).
Titanium is a lightweight material whose density is approximately 60 percent of steel's and 50 percent of nickel and copper alloys'. It was recognized in the 1950s as a desirable material for aerospace applications—especially airframe and engine components. In the 1960s and 1970s, titanium was considered for use in vessels and heat exchangers in corrosive chemical process environments. Typical applications included marine, refinery, pulp and paper, chlorine and chlorate production, hydrometallurgy, and various other oxidizing and mildly reducing chemical services.
In the 1980s and 1990s, titanium began to be used for many nontraditional applications, including tubulars for geothermal energy extraction and oil and gas production, consumer goods (such as sporting equipment), food processing, biomedical implants, and automotive components.
According to the U.S. Geological Survey (USGS), 52 million pounds of titanium were produced in the U.S. in 2000; worldwide, more than 100 million pounds were produced.
Titanium sponge is obtained by reacting rutile ore with chlorine and coke, followed by magnesium (Kroll) reduction and then vacuum distillation to remove excess magnesium and magnesium chloride. Titanium sponge is pressed into blocks to make a consumable electrode and then melted in an inert environment under vacuum to produce a titanium ingot.
Typically, vacuum-arc remelting (VAR), electron-beam (EB) hearth melting, or plasma-arc melting (PAM) processes are used to melt titanium. From ingot, titanium is processed into various mill products, dependent on alloy, which include bar, bloom, billet, slab, plate, sheet, strip, welded tube and pipe, and seamless pipe.
Titanium is well-known for its unique combination of properties, which include low modulus of elasticity, stable and steadfast oxide film (which provides excellent corrosion and erosion resistance), and a high strength-to-density ratio.
Titanium's fabricability, weldability, and formability make possible its use in many shop and field operations. Although gas tungsten arc welding (GTAW) is the primary joining process, many other procedures are suitable. Titanium's weld characteristics are similar to those of stainless steels' or nickel alloys', with surface cleanliness and inert gas shielding being important. Fabricators often perform seal welding and butt welding operations in the shop and the field.
As for formability, titanium can be bent, cold-formed, and drawn readily. Furthermore, most industrial titanium alloys do not require stress relief annealing after cold forming.
Welded titanium tube is available in outside diameters (ODs) from 0.5 to 2.5 inches and wall thicknesses from 0.020 to 0.109 in. Welded pipe is available in standard industry sizes from 0.75 to 8 in. nominal OD with nominal wall thicknesses in Schedules 5, 10, and 40. Seamless pipe with ODs from 2 to 20 in., wall thicknesses from 0.25 to 2.0 in., and lengths to 60 feet also can be made.
Welded titanium tube and pipe can be tested with many of the same techniques used for steel tube and pipe. Eddy current, pneumatic, and ultrasonic testing all are applicable to titanium. Procedures for eddy current and ultrasonic testing can be used to meet or exceed American Society for Testing and Materials (ASTM) B-338 and to help ensure tube reliability.
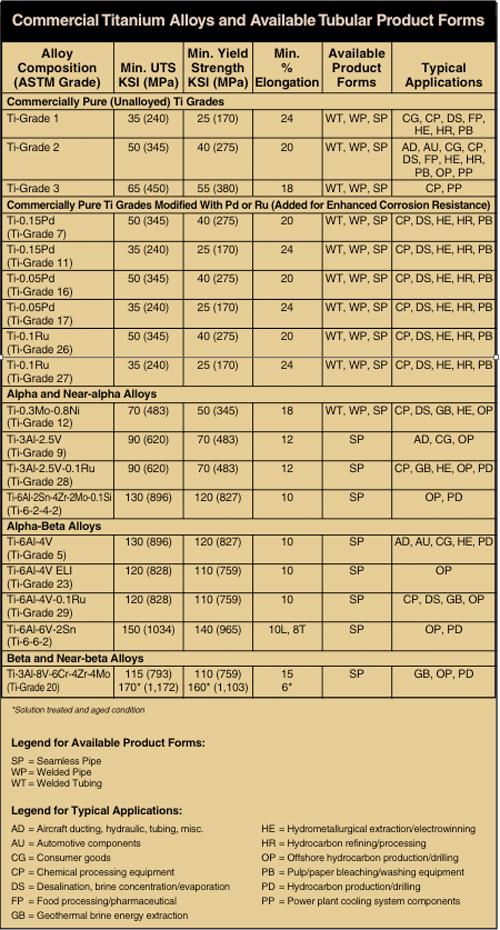
Welded tubing and pipe are available in several grades of commercially pure titanium and titanium alloys (see Figure 1). Seamless and welded titanium-alloy tubes for condensers and heat exchangers are covered in ASTM B-338.
Titanium grades 1, 2, 3, 7, 9, 11, 12, 16, 17, 26 (TIRU-26TM), and 27 (TIRU-27TM) are approved for pressurized service under the American Society of Mechanical Engineers (ASME, www.asme.org) Pressure Vessel and Boiler Code. Seamless titanium and titanium-alloy pipe is specified in ASTM B-861, and welded titanium and titanium-alloy pipe is covered under ASTM B-862.
Grade 2 titanium is considered the workhorse of the titanium family and is suitable for most applications. If greater corrosion resistance is required, welded tube can be produced in grades 7, 12, 16, or 26 according to ASTM B-338. If greater strength is required, grades 3 and 12 tubing are available.
Not only is standard-size grade 2 titanium pipe and tube available from inventory or quick production runs, larger sizes also can be produced by independent fabricators. Many of them also can design and produce complete piping systems, heat exchangers, and pressure vessels. This geographically diverse fabrication base has more than 25 years of engineering and design experience.
In terms of cost, titanium is competitive with higher-end specialty steels and alloys. In fact, if analyzed on a life cycle basis, titanium often is more attractive economically. This stems from titanium's useful life—20 to 40 years or more—and ease of maintenance. Furthermore, titanium's exceptional corrosion resistance often allows a zero corrosion allowance. This means that thinner-walled titanium tube or pipe may be substituted for other materials with heavier walls.
When titanium and other materials are analyzed, they must be compared by their cost per linear foot, not by their cost per pound. Because titanium is a relatively low-density material, its cost per pound is greater than for most other metals.
With their increasing availability, titanium and titanium-alloy tubulars will continue to meet many challenges in chemical processing, oil and gas production, automotive, and consumer applications. The titanium industry's large excess capacity means it should be able to accommodate new applications and emerging markets for titanium with little or no trouble.
R.L. Porter is a corrosion engineer and C.P. Clancy is general manager of commercially pure products for RMI Titanium Co., 1000 Warren Ave., Niles, OH 44446-0269, phone 330-544-7633, fax 330-544-7796, e-mail PorterRLP@aol.com, Web site www.rti-intl.com. RMI Titanium Co. provides titanium in a variety of forms—bloom, billet, sheet, welded tube, seamless pipe, and plate—for applications such as aerospace, automotive, deep-sea oil and gas exploration and mining, and sports equipment; parent company RTI International Metals Inc. manufactures and distributes extruded shapes and provides engineered systems for energy-related markets and environmental engineering services.
TIRU-26 and TIRU-27 are registered trademarks of RMI Titanium Co.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}