















Contributing Writer
 |
| A backing system is positioned inside a pipe and copper rings contain the weld pool. |
A backing device is one such type of mechanized system. Backing devices facilitate pipe alignment, proper joint gap settings, and installation of purging equipment. Furthermore, the use of backing rings helps control the weld puddle on the root pass, which is essential in producing a satisfactory weld.
Casting is not only one of the simplest but also one of the oldest metalworking processes known to man. The process has changed little over time. The physics of fusion welding closely resemble, in miniature, the physics involved in a casting operation. An example of this process is a groove joint deposited in the flat position, in which a relatively large weld pool can be contained. This is encountered, for instance, in the submerged arc welding (SAW) process. Containing the weld pool is much more difficult when the weld must be deposited in the overhead or vertical position.
The art of pipe welding, therefore, involves manipulating a liquid metal pool toward the inside of the pipe for the root pass and, subsequently, in the filler and cap passes on the outside of the pipe. This is done by carefully balancing the melting and freezing cycles of the weld puddle.
According to American Petroleum Institute (API) 1004 specifications, 80 to 90 percent of pipe weld defects and inconsistencies are related to the root pass. Therefore, a successful joint is nearly synonymous with a successful root pass, except for heavy-wall pipe.
Incomplete penetration and excess penetration are the two most serious defects in root passes. These defects are caused primarily by tack welds and starting and stopping welding. A device that contains the penetrating filler metal and permits continuous welding eliminates these two types of defects.
 |
| Figure 1 Backing bars and welding fixtures are conventional devices for longitudinal seam welding on flat and curved surfaces, permitting a completely mechanized operation. |
Backing bars and welding fixtures are widely used for longitudinal seam welding on flat and curved surfaces (see Figure 1). After the welding parameters are established for a given wall thickness, type of material, and welding procedure, miles and miles of high-quality seam welds can be deposited with backing bars and welding fixtures.
Using some type of backing system for circumferential seam welding on pipes and joints produces similar results. Such a circular backing system has to take several factors into account to produce circumferential welds successfully and economically:
A backing system is a device that typically consists of three curved segments that have an outside radius that matches the inside radius of the pipe to be welded (see Introductory Photo). After the backing system is inserted into the pipe, it is connected to a small, two-way hydraulic pump. Hydraulic pressure is used to push the dies outward until they contact the inside of the pipe wall (see Figure 2). This installation requires two or three minutes.
 |
| Figure 2 Installing a backing system is a six-step process that typically takes two to three minutes. |
Because backing shoes push out against the inner pipe surface, they also align the pipe ends. The frictional pressure, together with a cross-bracing effect across the pipe diameter and joint gap, maintains the set root opening during welding and eliminates the need for tacking.
An operator then initiates the welding process. After the root pass is finished, the operator releases the hydraulic pressure and removes the system from the pipe. The welder then completes subsequent passes, such as filler and cap passes, as usual.
The use of a backing device achieves an internal root profile that is identical to the internal weld geometry of a typical longitudinal seam weld.
The backing shoes have a shallow groove that receives the molten filler metal. If weld parameters—width, joint gap, amperage, and torch advance—are properly set, the groove fills completely and forms a predetermined internal weld profile. The adjoining flat sections of the backing shoes, which are in close contact with the internal pipe surface, prevent the filler metal from spilling beyond the groove cavity. Precise positioning of the backing shoe groove below the joint gap (facilitated by the external positioning clamp) is the central feature of the system.
Because the backing shoes have a chilling effect on the weld metal and the heat-affected zone (HAZ) and reduce the total heat input and HAZ width, they have a positive effect on the microstructure of the weldment. Further, in mechanized operations, weld parameters are constant along the entire weldment.
The shoes typically are made of copper, but other materials, such as anodized aluminum, stainless steel, mild steel, and chrome-plated copper, also are used, depending on the type of base metal.
 |
| Figure 3 For a typical pipe assembly such as this one, a backing system can be used for performing most of the welds. |
The GMAW process permits a wider range of weld parameter settings than gas tungsten arc welding (GTAW). GMAW accomplishes fusion by merely wetting the bevel face, whereas GTAW has to melt the base metal. GTAW's speed is about one-fourth that of GMAW, so the heat extends further into the base metal.
About two-thirds of all joints can be assembled and welded in the shop rather than in the field. These should be done in the 1G (pipe-rotated) position as long as the assembly can be rotated on a turntable or on powered rollers. For a typical pipe assembly, most welds (12 out of 16) can be accomplished in the rotated position, with the remainder done in the semirotated position (see Figure 3).
It is essential that joints of the same size are welded in the same workstation. Considering that welding and fit-up time for a 6-in. Schedule 40 joint is five minutes, with another five minutes for setting up the next joint, fifty 6-in. welds can be produced in one eight-hour shift with one fitter and one welder. After the root pass is completed, the backing system can be retrieved without interrupting the welding process and positioned on the next joint while fill and cap passes are completed.
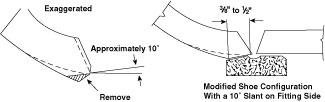 |
| Figure 4 For Schedule 40 and heavier pipe, removal of some material on the fitting side is required. |
When using SAW, a closed gap is required. This is achieved with 1¼16-in.-thick external positioning clamp blades. After removal of the clamp, the joint gap is completely closed by tapping against the pipe end with a mallet. The same applies for thin-wall material and orbital GTAW applications.
The removal of some excess material on the fitting side is required when joining pipe fittings to pipe sections of Schedule 40 and up (see Figure 4).
Backing shoes are not limited to mechanized welding processes. They can be used also with manual welding processes, enabling successful welding with less operator expertise. They are compatible with all base metals and joint configurations, and most welding positions (1G, 2G, 5G, and 6G).
Helmut Hahn is a consultant to the tube and pipe industry, #2 2055 W. Mills Road, Sidney, BC, Canada V8L 5X2, 250-656-4813, fax 250-656-4808.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





