















Understanding how rotary tube and pipe cutting works
Why 25-year-old technology is still around
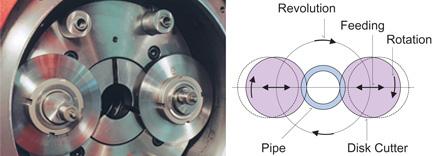 |
| With rotary cutting, a two- or three-disk cutter head revolves around the circumference of a stationary pipe or tube while the cutters close in toward the center. The cutters penetrate only the wall thickness. |
Rotary pipe cutters are not new to the industry, but innovations and new developments have greatly improved their productivity, efficiency, and cost. Today rotary pipe cutters are widely used on a global scale, especially in the automotive parts industry, which requires the production of thousands of identical parts daily.
Innovations and improvements have allowed rotary pipe cutters to offer several benefits:
- Elimination of chips
- High-speed cutting of tubes and pipes (for example, they can cut a 0.120-in.-thick wall, 2-in. OD in three seconds)
- Suitability for all types of material, including steel, stainless steel, titanium, aluminum, and copper
- Minimal heat generation
- Reduction or elimination of time required for secondary operations
- Elimination of distortion or damage to the material through the use of special holding collets
- Fully automatic loading, automatic trim cut, production cutting, and sorting of cut pieces
- Low noise levels
First understanding how a rotary cutter works and how it is constructed will maximize its benefits. Three major components comprise a rotary cutter: the machine proper, work-feeding unit, and length-stopper unit.
 |
| Figure 1 After the tube or pipe is positioned in the cutter head, it is clamped securely by a full-contact collet chuck designed to eliminate nearly all distortion, even with thin-wall tubing. |
Machine Proper
The machine proper consists of the cutter head, full-contact collet assembly, and pinch rollers that carry tubes or pipes to the cutter head. Material is delivered automatically to the work-feeding unit. It is picked up by the two rotary-type pinch rollers, sent forward into the cutter head, and the cutting operation begins. After the tube or pipe is positioned in the cutter head, it is clamped securely by a full-contact collet chuck, designed to eliminate nearly all distortion, even on thin-wall tubing (see Figure 1). Once the tube is detected as having reached a certain remnant length, the pinch rollers send the next tube in, and the new tube pushes the previous tube out.
This pinch-roller routine operates continuously, thereby minimizing the remnant length, as well as improving productivity and yield ratio. On large-OD pipe, the outer surface must be clean and free of oils or greases that could possibly cause slippage when feeding.
For most tube sizes, the clamped material is cut by two automatic disk-type cutters. An optional three-cutter head is used to cut larger-diameter pipe. The cutter head revolves around the circumference of the pipe or tube while the cutters close in toward the center (see lead photo). The cutters penetrate only the wall thickness. Because of this, energy is saved and maximum productivity realized because the cutter expends energy only while cutting material.
This process does not generate chips; however, it may leave a rough edge on the cut surface, called a casting fin. If a totally burr-free edge is required, an end-finishing machine can be used. It is also possible to unitize the end-finishing machine and the rotary pipe cutter to perform a fully automatic operation.
 |
| Figure 2 Tubes are positioned on the inclined magazine, and it is from this position that they are picked up by the pinch rollers and fed into the machine. The number of tubes that can be cut is determined by the width of the table. If additional tubes need to be cut, they must be loaded manually. |
Rotary disk cutters are made of heat-treated, high-quality tool steel that enables high productivity and extended life without the extensive use of cutting oil. A very small amount of cutting oil is required to lubricate the edge of the cutters during machine operation, but the work environment remains clean around the machinery. Also, the cutters can be sharpened easily by using an optional grinder, while maintaining desired sizes and angles.
Work-feeding Unit
Behind the machine proper is the inclined loading table. Two types of tables are available—the standard inclined magazine (see Figure 2) and the optional inclined magazine with cradle and unscrambler (see Figure 3). With the standard table, the material supply is limited by the width of the inclined table. For example, if the table is 39 in. wide and the material being cut is 2 in., only 19 tubes can be positioned on the table. As the tubes are cut, additional tubes must be loaded manually on the inclined magazine.
The cradle-type unscrambler loader consists of a series of belt-type slings that can hold a full bundle of tubes. The device unscrambles the tubes and automatically maintains a full inclined magazine until all material is exhausted. This type of magazine provides extended, uninterrupted operation and enhances the efficiency and productivity of the rotary tube and pipe cutter.
On both types of loaders, once the tubes are positioned on the inclined magazine, the operation is the same. It is from this position that the pinch rollers pick up the tubes and feed them into the machine.
 |
| Figure 3 A new type of table developed to enhance the efficiency and productivity of the rotary tube and pipe cutter is a cradle-type unscrambler loader, which is equipped with a series of belt-type slings that can accommodate a full bundle of tubes. The device unscrambles the tubes and automatically reloads material until all tubes are cut, providing uninterrupted operation. |
Length-stopper Unit
At the front of the machine proper is the length-stopper unit that consists of a cut-to-length stopper and a separator. The pinch rollers feed the tube or pipe until it contacts the stopper for positioning. The cutting length is set by positioning the stopper on the graduated bar at the desired length. After the stop is locked in place, a vernier is used for accurate adjustment of the cutting length. The standard maximum length is 12 in., but optional lengths are available up to 80 in. Lengths greater than 24 in. require a special support to prevent the tube from sagging when the collet is opened.
The length stop retracts before cutting is complete to allow the cut piece to fall into a container without binding. The length stop then returns to the normal position to gauge the cutoff length.
The separator diverts the trim and remnant end pieces to one container and the usable parts to another container.
If the tubes ends are acceptable without further finishing processes, the operator has the option of selecting or rejecting a trim cut. If the trim cut mode is not selected, the first piece cut will be sorted into the usable-parts container.
When an end-finishing machine is unitized with the rotary cutter, the parts will proceed directly to the end-finishing device, and the remnants and trims will be sorted into a container.
In the Long Run, Suitable for Long Runs
Despite all of the benefits of rotary pipe cutting, there is a downside to this process. No job is too large for a rotary pipe cutter, but it can be too small. During setup, each tube or pipe size requires a change of collet chuck, cutters, and guide adapter. Because of the lengthy changeover time, this machine is best-suited for long-run production.
The rotary pipe cutter's ability to cut all materials at high speeds with no chips has made it a preferred cutting method for high-production runs of pipe or tubing for nearly three decades. Improvements in speed and finish quality; reduced heat generation, material distortion, and noise; and the addition of automated loading, trimming, and sorting ensure that it will be a viable cutting method for decades to come.
Joe Mashione is vice president and sales manager for Amada Cutting Technologies Inc., 14849 E. Northam St., La Mirada, CA 90638, 714-670-1704, fax 714-670-2017,jfmashione@earthlink.net, www.amadabandsaw.com.
About the Author
About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
