















Contributing Writer
 |
Gas tungsten arc welding (GTAW) zirconium requires careful attention to many of the same criteria used in welding other metals. Successful welding depends on the electrical characteristics, wire feeding, interpass cleaning, workpiece preheating, and heat input.
Electrical Characteristics. Typical parameters for GTAW with argon are shown in Figure 1. There are no limitations on welding heat input or interpass temperatures (to control cooling rates), as long as the shielding is adequate to protect the cooling weld and base metal.
Start gas flow to clear air from gas hoses, backup shields, and purge spaces well before welding. You can do this by using a preset purging time before initiating the torch arc. Position the torch and trailing shield over the weld start point for a few seconds to establish a gas blanket before arc initiation.
 |
| Figure 1 |
Initiate the arc with the high-frequency-start feature to avoid tungsten inclusions. If high-frequency arc starting is not available, consider using runoff tabs or strike pads, but be careful to minimize the risk of tungsten inclusions (tungsten can be carried along in the weld pool). Also, be sure to maintain adequate shielding. Rapid movement of the torch and shield from a strike pad can disrupt the gas blanket.
Extinguish the arc by current downslope and a contactor, usually controlled by a single foot pedal, to minimize the size of the crater. Keep the wire end under the torch. After the welding current stops, keep the torch in place and maintain shielding until the metal cools. The weld surface may be straw or light blue in color if shielding is not held long enough.
Wire Feeding. Feed filler metal continuously into the weld puddle. The "dip-and-dab" method commonly used on stainless steel may result in contamination of the hot wire end if you remove it from the protective gas shield. If you inadvertently remove the wire, stop welding and clip the wire end back 1/4 to 1/2 inch or whatever is required to remove the contaminated metal, which is indicated by surface color.
Interpass Cleaning. Interpass cleaning is not required if the weld deposit is bright and silvery. Remove light oxide colors (straw or light blue) by brushing the weld with a clean, dedicated austenitic stainless steel wire brush, followed by solvent cleaning with a lint-free cloth moistened with acetone, methyl ethyl ketone (MEK), or a similar nonchlorinated solvent.
Repairs. Contamination that results from inadequate primary (torch) shielding causes the entire weld deposit to become contaminated, because the weld pool is mixed and contaminants are instantly carried by convection within the molten weld metal throughout the weld deposit. In addition, some base material may be contaminated near the fusion line by diffusion of contaminants.
Contaminated weld metal (usually indicated by a dark blue oxide or matte blue or gray surface) must be completely removed by mechanical means, followed by careful cleaning before welding is continued.
Treat back-side contamination on the root pass as you would a primary shield failure; on subsequent passes, treat it as secondary shield failure.
When making a repair, it is important to recognize the source of the contamination. Contamination that results from inadequate secondary (trailing) shielding results in surface contamination (limited by oxygen diffusion rates), and repair may be limited only to removal of a shallow layer of harder metal.
Contaminated weld metal does not always appear as surface oxide color. Slightly contaminated primary shielding with adequate trailing shielding can disguise the weld metal contamination by producing an oxide-free surface. A heavily contaminated weld can be rewelded with adequate shielding to have the appearance of excellent quality, but that surface appearance may conceal dangerous loss of ductility or embrittlement of the metal itself.
You, the welder, are the first and probably best line of defense against contaminated welds. There is no substitute for getting trained to understand what causes contamination and what surface color and appearance mean.
Preheating. Preheating usually is not necessary for zirconium welding. However, preheating to 100 to 140 degrees F (40 to 60 degrees C) is a good precaution if your application is performed under any of these conditions: shop temperature less than 50 degrees F (10 degrees C), high humidity, field conditions, surface moisture on the material, or material brought from the cold into a warm shop.
Heat Input and Interpass Temperatures. Keep heat input low enough that shielding is sufficient, or employ wider or longer shielding devices. Also keep interpass temperatures low enough that no surface color forms during interpass dwell time.
Control of heat input and interpass temperatures (which affect cooling rates) has no significant effect on weld mechanical or corrosion properties.
Because the effects of cleaning and shielding have such an important impact on the final weld properties, it is not enough to specify just the welding parameters and the grade of filler metal. Your welding procedures also must give sufficient detail about the cleaning and shielding precautions that will be used in production. These procedures must be comparable to those used in developing the Welding Procedure Specification and the specimens used to prove mechanical properties.
Unfortunately, many fabricators specify only the required essential variables using the American Society of Mechanical Engineers (ASME) QW-483 format for their procedures. This leaves many critical details to the imagination of the person reviewing the procedure and provides a poor basis for evaluation or quality control.
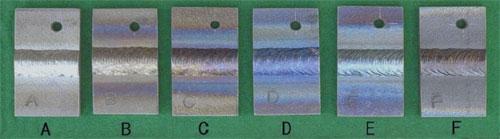 |
| Figure 2 The color and iridescence of the welded surface are indications of surface oxide or deeper contamination. See Figure 3 for a guide to the extent of the contamination and recommended actions. |
You can also use some simple tests to monitor your own weld quality. These are not a substitute for normally required nondestructive tests such as liquid penetrant, ultrasonic, and radiographic inspection, but they play at least an equally important role in maintaining overall quality.
Cleaning. The bright silver band immediately adjacent the weld toe (see Figure 2) indicates base metal that has been heated to a temperature sufficient to cause minor surface contaminants to be absorbed into the zirconium or completely volatized. This is common even with very good cleaning to prepare this sample.
Poor cleaning is indicated by discoloration appearing as a bluish band just beyond the bright band along the weld toe. A lighter brown color band may be present even with typical shop cleaning and is acceptable for most work.
For critical applications, this color condition can be completely eliminated by wider and more thorough cleaning and wider trailing shields.
Surface Color. Surface color is caused by light refracted in the transparent surface oxide. Color indicates the thickness of surface oxide only. A shiny metallic silver color on the face of the weld is an indication of the effectiveness of the trailing shield only and does not necessarily guarantee that primary shielding was adequate or that the underlying metal is ductile.
For example, fusion welding over a contaminated (discolored) weld can eliminate the color, but the contamination remains because at the melting temperature, zirconium can dissolve its own oxide. In actuality, the oxide is dissolved back into the weld, causing a reduction in weld ductility. However, color remains a primary tool for verifying weld quality.
Normal weld surfaces should be smooth, silver, and iridescent (see Figure 2a). When slight surface coloration is noted (see Figure 2b and 2c), remove this surface oxide (color) by wire brushing before continuing welding.
Because zirconium oxide is dissolved by the metal at high temperatures (more than 1,200 degrees F), a dark blue color (see Figure 2d) generally indicates sufficient contamination to warrant removal of 0.010 inch (0.25 millimeter) of surface material to eliminate the oxygen-enriched surface. A loss of iridescence and darker blue color fringe or a matte gray surface (see Figures 2e and 2f) usually requires complete removal of the weld.
A white/buff loose oxide results from total failure of primary or secondary shielding. You'll need to remove the contaminated weld metal and about 0.020 in. (0.5 mm) of the base metal below the just-deposited weld.
 |
| Figure 3 |
Figure 3 is a guide to surface oxide color and appearance that can be used to help determine the extent of weld repair required. In any case, you must remove the contaminated metal before continuing welding.
Bend Test. The minimum bend radius for successful welds on all zirconium alloys is 5 times the material thickness. Stated another way, the bending mandrel diameter should be 10 times the material thickness.
These tests should be conducted using standard weld test bend coupons or a simple bead on plate samples.
Hardness. Another method for determining weld acceptability on zirconium is a hardness test. A typical specified hardness value is an increase in weld hardness of 30 points Brinell or more above base metal hardness. A hardness difference of this magnitude will indicate excessive contamination, regardless of the color of the weld face or root.
Keep in mind that the hardness test will indicate weld surface hardness, but it might not indicate weld ductility.
Richard Sutherlin is manager of technical services for Wah Chang, P.O. Box 460, Albany, OR 97321, 541-812-6924, fax 541-967-6990, www.wahchang.com.
ASME International, Three Park Ave., New York, NY 10016, 973-882-1167, 800-843-2763, www.asme.org


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





