















Contributing Writer
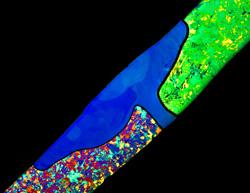 |
| A magnified view of a titanium-zirconium weld joint shows titanium (the multicolored area, left), zirconium (the green and yellow area, right), and a mixture of the two metals (the blue area, center). The intense colors come from polishing the weld interface and anodizing the surface. |
In general, zirconium cannot be fusion-welded to most other common construction metals such as copper, nickel, or iron. Zirconium forms brittle intermetallic compounds with these alloys—compounds that result in cracking. The exceptions to this rule are other reactive or refractory metals, including titanium, tantalum, niobium, vanadium, hafnium, and other zirconium alloys (see Figure 1). Although zirconium can be fusion-welded to the reactive or refractory metals mentioned, direct fusion welding to these metals causes solid solution hardening and severely reduces the bend ductility of the weld area and corrosion resistance of the weld. Consideration in welding zirconium to dissimilar metals for structural applications or corrosive environments should be approached with caution.
 |
| Figure 1 Zirconium 702 can be welded to tantalum as shown in this photomicrograph. |
Differences in melting points and other thermal properties limit the configurations that can be welded successfully. For example, when welding tantalum to zirconium, use a procedure or technique that concentrates the heat on the tantalum side of the weld joint because of its higher melting point.
While welding together similar zirconium alloys such as Zr 702 and Zr 705 (zirconium with 2 to 3 percent niobium content) is unusual, such combinations are sometimes necessary. For this case, normally select Zr 705 filler metal, which is stronger than Zr 702 and has no significant welding differences. Note that stress relief heat treatment is required when welding any Zr 705 because of its susceptibility to delayed hydride formation and cracking. Even if Zr 702 filler metal is used, stress relief is still required.
Explosion bonding is used for joining zirconium to many metals, and it is possible to make structural transitions using this process. However, the mechanical and corrosion properties of the resulting joint require careful consideration regarding joint utilization. The design of the component should be such that the finished component is not subjected to high stresses, and the bond line should be protected from corrosion.
When welding dissimilar metals together it is a good idea to test the mechanical and corrosion properties of actual weld samples to verify that the welding procedure is appropriate for the application.
Zirconium can be heat treated using standard equipment and processes used for other materials with some additional considerations. Because zirconium is reactive with carbon-containing substances at elevated temperatures, it is important to remove all dirt, oils, greases, and other residues before heat treatment. A level of cleanness comparable to that used before welding is ideal.
Because zirconium has low strength at the temperatures typically used in heat treating, it is important also to provide good support so that deformation doesn't occur. It is always a good practice to place the zirconium equipment or parts on firebrick or other materials that do not react with zirconium. Use enough thermocouples to monitor the metal temperature.
Either furnace heat treatment or localized heat treatment can be used for zirconium. Typically, electric, gas-fired, or oil-fired air furnaces are used to heat treat zirconium, but vacuum- or argon-purged electric furnaces are preferred when surface oxidation is not desirable. When using gas-fired heating, a slightly oxidizing or neutral atmosphere is mandatory. Direct flame impingement must be avoided.
Zirconium alloy 702 typically does not require stress relieving, but a stress relief heat treatment at 565 degrees C (1,050 degrees F) for 30 to 60 minutes at temperature can relieve residual stresses for machining stability, improve fatigue performance, and improve corrosion performance.
Zirconium alloy 705 requires a stress relief heat treatment within 14 days after welding to prevent delayed hydride cracking. ASME Boiler and Pressure Vessel code gives guidance for heat treatment requirements of zirconium grade 705.
Heat treatment is also used to enhance the surface oxide on zirconium to improve wear resistance. A typical treatment at 565 degrees C (1,050 degrees F) for four to six hours at temperature will provide an increase in near-surface hardness to about 480 on the Vickers scale, comparable to 47 Rockwell C.
Repairing equipment that has been in service presents the most difficult situation for welding reactive metals. The equipment is usually dirty and may have process scale on the surface. In most cases, the repairs must be done outdoors where the work area and conditions are not optimal for welding reactive metals—the environment usually is dirty, and high humidity and wind interfere with the welding process.
Furthermore, plant shutdowns that require equipment repair usually result in pressure to get the job done fast. However, there is little merit in speeding the job by cutting corners. Poorly prepared surfaces can result in weld contamination and lead to a premature failure and a repeat of the weld repair.
Overall, expect to spend more time preparing to weld than actually welding when making field repairs.
First, clean the equipment superficially to remove any process material or debris. Then remove cracked or damaged material by cutting or grinding. Once this is done, clean the entire work area. Next, enclose the work area sufficiently to eliminate drafts and prevent dirt and moisture from contaminating it. Plastic sheets draped over or under the work area or fastened to a temporary support are quite effective.
A rotary file should be used to remove any heat-affected metal at the surface or within 0.25 inch (4.5 mm) of the weld. This should be followed by cleaning with a clean stainless steel wire brush. Finally, clean the weld area and adjacent metal again with solvent and thoroughly dry it. For ensuring that the metal surface is dry if welding in low-temperature or high-humidity conditions, the metal can be heated slightly.
Repairs that must be made to partial-penetration welds or where crevices exist pose a special problem mainly because of contaminants in crevices or the faying surfaces. It is extremely important to remove any potential contaminants near the weld joint before welding.
Richard Sutherlin is manager of technical services for ATI Wah Chang, P.O. Box 460, Albany, OR 97321, 541-812-6924, fax 541-967-6990, www.wahchang.com.
ASME International, Three Park Ave., New York, NY 10016, 973-882-1167, 800-843-2763, www.asme.org


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





